Для чего нужен поршневой палец – Поршневой палец: описание,виды,применение,установка,фото,видео. | НЕМЕЦКИЕ АВТОМАШИНЫ
Поршневой палец: описание,виды,применение,установка,фото,видео. | НЕМЕЦКИЕ АВТОМАШИНЫ
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
1 – Поршневой палец
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
Как снять поршень
ПОХОЖИЕ СТАТЬИ:
- Новый Audi Q2 2016-2017 описание технические характеристики фото видео
- Mercedes-Benz Concept седан — видео трейлер
- Volkswagen c coupe gte: обзор,описание,фото,видео,комплектация.
- Бмв е90: описание,обзор,фото,видео,комплектация,характеристики.
- Бмв е39: обзор,описание,фото,видео,комплектация,характеристики
- Опель Зафира: обзор,описание,фото,видео,комплектация.
- Какую сигнализацию лучше поставить на автомобиль с автозапуском.
- КАК ПРОИЗВОДЯТ АВТОМОБИЛИ В ГЕРМАНИИ — немецкие авто видео.
- Volkswagen Amarok 2017 года фото видео обзор описание комплектация.
- Как выбрать самый экономичный кроссовер по расходу топлива?
- Audi SQ5 3.0 TDI: тест драйв,фото,описание,двигатель.
- Современная услуга – прокат автомобиля в Киеве
- Toyo Snowprox S943: популярная модель для украинских автолюбителей
- Хендай Солярис 2019 года: комплектация,цена,характеристики,фото,описание
Поршневой палец
Поршневой палец — деталь, обеспечивающая подвижное соединение шатуна и поршня. Представляет собой деталь цилиндрической формы, отдаленно напоминающую палец.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
Способы осевой фиксации поршневого пальца
По способу крепления пальцы делятся на два вида: плавающие и фиксированные. В большинстве современных двигателей используются плавающие пальцы. Плавающими они называются потому, между ним и отверстием в поршне и отверстием в головке шатуна есть зазор. Фиксация поршневого пальца в таком соединении обеспечивается установкой стопорных колец.
Цветные метки внутри отверстия пальцев некоторых автомобилей заменяют номер запчасти при подборе запчастей для капремонта двигателя
Плавающий палец
Плавающий палец может вращаться как внутри поршня, так и в головке шатуна. В конструкциях с плавающим пальцем в верхнюю головку шатуна впрессовывается бронзовая втулка, уменьшающая трение.
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом.
Монтаж плавающего поршневого пальца
При монтаже или демонтаже поршня, его необходимо нагреть до температуры 65-85 °С (нагрев производят в воде). Когда же двигатель начнет работать, поршень разогревается, и зазор увеличивается, так как поршень и палец сделаны из разных материалов, расширяющихся по разному под воздействием высокой температуры.
Для монтажа фиксированного пальца шатун разогревают в печи до температуры более 200 градусов
Фиксированный палец
Фиксированным называется поршневой палец, не вращающийся ни в одном из соединяемых элементов. Фиксированные пальцы применяют в двигателях автомобилей семейства ВАЗ.
Монтаж фиксированного пальца
Монтаж фиксированного пальца осуществляется путем нагрева шатуна до температуры 240 °С в печи. В России, где автомобили до сих пор нередко ремонтируют в домашних условиях, шатуны часто нагревают на бытовой электроплитке или с помощью паяльной лампы.
Шатун довольно быстро остывает, и операцию по соединению поршневого пальца и шатуна необходимо выполнять очень быстро.
Для этого в раздвинутые предварительно губки тисков устанавливают вставки из мягкого металла (алюминий, медь и т.д.), и нагретый шатун быстро переносится к тискам и зажимается. Поршень устанавливается на место рукой. Подготовленный палец, надетый на специальную оправку с направляющей, быстро проталкивается в отверстие поршня и проходит сквозь отверстие в раскаленном шатуне. Когда детали остывают, отверстие в шатуне зажимает палец.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Поршневые пальцы
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Еще одним вариантом внутреннего отверстия пальца является выполнение открытых наружу отверстий-конусов ( разновидность с конической перемычкой или без таковой). Конусы сужаются в середине поршневого пальца.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.
Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.
Читайте также
Палец (техника) — Википедия
Материал из Википедии — свободной энциклопедии
Палец — не резьбовой крепёж в виде короткого цилиндрического стержня.
Палец — деталь машины или механизма, длиной более одного и до трёх диаметров . В сборке несущие другие детали, сборочные единицы устанавливаются на нём шарнирно или неподвижно или опираются на один конец или оба конца. Простейший и классический палец — это палец, соединяющий две проушины или проушину и петлю троса.
Палец к толкателю ГОСТ 18782-80В зависимости от предназначения материал пальца различается.
Материал для изготовления пальцев муфты типа МУВП — углеродистая сталь марки 45 по ГОСТ 1050-88, нормализованная.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые — 20Х, 40Х, 12ХНЗА и другие легированные стали. В качестве материала для поршневых пальцев применяют сталь 45 селективной очистки, сталь 45ХА с последующей закалкой пальца на глубину 1—1,5 мм, сталь 15Х и 15 с последующей цементацией его на глубину 0,5—1,5 мм и закалкой на ту же глубину. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC58—65 при твердости сердцевины не менее HRC32—40.
Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементуемых сталей 12Х2Н4А и 12ХНЗА, 15ХМА и др.
Палец полумуфты- поршневые пальцы[1];
- шаровые пальцы;
- шарнирные пальцы;
- установочные пальцы[2];
- палец тормозного механизма — оригинальная запасная часть для китайских скутеров, оборудованных двухтактным двигателем 1E40QMB;
- пальцы газовой защиты для труб[3];
- палец муфты;
- бильные пальцы;
- резиновые.
- Приспособления станочные.
- Компрессорное оборудование.
- Муфты общемашиностроительного применения.
- Детали автотранспортных средств.
- Энергетическое и электротехническое оборудование.
- Крепёжные изделия для авиационно-космических конструкций.
- ГОСТ 12209-66 Приспособления станочные. Пальцы установочные цилиндрические постоянные. Конструкция.
- ГОСТ 12210-66 Приспособления станочные. Пальцы установочные срезанные постоянные. Конструкция.
- ГОСТ 12211-66 Приспособления станочные. Пальцы установочные цилиндрические сменные. Конструкция.
- ГОСТ 12212-66 Приспособления станочные. Пальцы установочные срезанные сменные. Конструкция.
- ГОСТ 16894-71 Пальцы установочные с головкой к плитам. Конструкция.
- ГОСТ 16895-71 Пальцы установочные с головкой, срезанные к плитам. Конструкция.
- ГОСТ 16898-71 Пальцы установочные с упором. Конструкция.
- ГОСТ 16899-71 Пальцы установочные срезанные с упором. Конструкция.
- ГОСТ 16900-71 Пальцы установочные цилиндрические. Конструкция.
- ГОСТ 16901-71 Пальцы установочные цилиндрические срезанные. Конструкция.
- ГОСТ 17774-72 Пальцы установочные цилиндрические высокие. Конструкция.
- ГОСТ 17775-72 Пальцы установочные срезанные высокие. Конструкция.
- ГОСТ 18782-80 Пальцы к толкателям. Конструкция и размеры.
- ГОСТ 19777-74 Пальцы режущих аппаратов сельскохозяйственных машин.
- ОСТ 1.12316-76 Пальцы с пружинами. Конструкция и размеры.
- ОСТ 1.12317-76 Пальцы. Конструкция и размеры.
- ОСТ 1 37030-80 Шпильки стопорные. Пальцы с кольцами из стали.
- ОСТ 1 37031-80 Шпильки стопорные. Пальцы из стали 30ХГСА.
- ОСТ 1 37033-80 Пальцы с кольцами.
- ОСТ 1 37034-80 Пальцы.
- ОСТ 34-13-133-75 Пальцы шарнирные без буртика. Конструкция и размеры (взамен СТП 34-413-70)
- ОСТ 23.3.13-86 Пальцы поршневые тракторных и комбайновых дизелей. Общие технические условия.
- Рекомендации по стандартизации. Определитель наименований сборочных единиц общемашиностроительных класса 30 классификатора ЕСКД. Р 50.1.042-2002 (Утв. Постановлением ГОССТАНДАРТА РФ ОТ 25.12.2002 N 513-СТ).
- Справочник конструктора.
- Общероссийский классификатор изделий и конструкторских документов (классификатор ЕСКД). Класс 30. Сборочные единицы общемашиностроительные.
- Справочник по машиностроению
Виды поршневых пальцев в ДВС ВАЗ.
Поршневой палец способен обеспечивать шарнирное соединение верхней головки шатуна и самого поршня. При условии работающего двигателя на поршневой палец воздействуют существенные переменные силы. Следственно, само изделие и отверстие под него сопрягаются с минимальным зазором, который обеспечивает смазку. В двигателях ВАЗ реализованы 2 типа шарнирного соединения по схеме «поршень-палец-шатун». Так в моделях 2101, 21011, 2105, 2108, 21083 установка пальца происходит в верхней головке шатуна с достаточно плотной посадкой, которая исключит всякое вращение. Если отверстие выполняется с расчетом на зазор, будет обеспеченно свободное вращение изделия.
Далее происходит отказ от данной схемы, и производитель переходит на схему, подразумевающую «плавающий» палец. Она реализована на поршнях 21213, 2110, 2112, 21124, 21126, 11194, 21128. Здесь палец установлен с минимальным зазором, как в поршневом отверстии, так и в головке шатуна. Дабы исключить возможность смещения пальца по оси, в отверстиях под поршень и в нем самом установлены стопорные кольца. В ходе своей работы палец может проворачиваться, чем обеспечивается равномерный износ поверхностей.
Для того чтобы обеспечить надежную смазку пальцев, в бобышках предусматриваются специализированные отверстия.
В результате замера отверстий для поршневого пальца изделиям присваивают категорию: 1, 2 или 3. Разница в замерах каждой последующей составляет 0,004мм. Категория обозначена номерным клеймом на днище изделия. Дабы обеспечить нужный зазор по наружному диаметру поршневые пальцы так же делят на три класса, и отличие в них составляет те же 0,004 мм. Их маркировку производят на торце пальца посредством красок: синяя – 1й класс, зеленая – 2й, красная – 3й. В хоте сборки к поршню 1й категории подбирают палец 1го класса и т.д.
Главная особенность работы шатунного механизма – это прижатие поршня к одной стороне цилиндра в результате достижения верхней мертвой точки и к другой стороне после ее прохождения. Следовательно, при приближении к ВМТ на поршень будет действовать максимальная нагрузка, а значит, возрастет и сила давления на палец. Растущие силы трения не позволяют поршню поворачиваться на пальце. В этой связи поворот нередко происходит скачкообразно, ударяясь о стенку цилиндра.
Дабы снизить шум и динамические нагрузки разработчики нередко применяют поршни, имеющие смещённое отверстие под палец. Ось отверстия в ходе работы смещается по горизонтальной плоскости относительно оси поршня. При запущенном двигателе это влечет за собой возникновение момента силы, который способствует преодолению силы трения. Это конструктивное решение позволило добиться плавной смене точек контакта цилиндра и поршня. В обязательном порядке данные изделия имеют метки, помогающие правильно ориентировать его при установке. Тем не менее, стук в цилиндре будет напрямую зависеть от износа юбки и цилиндров.
Выпускаются и поршни с вертикальным смещением оси пальца. Именно оно приводит к уменьшению компрессионной высоты. Кроме того, для тюнинговой доработки двигателя применяют поршни с дополнительным смещением указанной оси отверстия вверх. Основная характеристика данных поршней – величина смещения, обозначающая изменение положения отверстия под палец, относительно стандартных параметров изделия.
О достоинствах плавающей посадки поршневого пальца
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
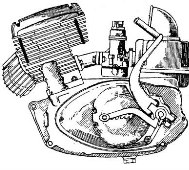
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
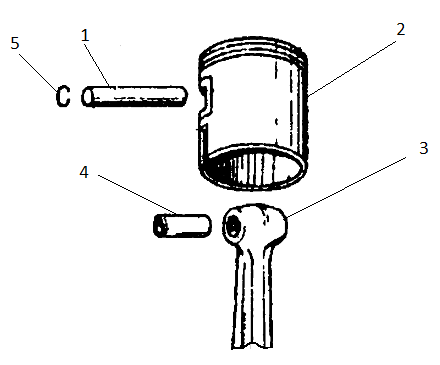
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Таблица 1
Анализ показателей качества деталей
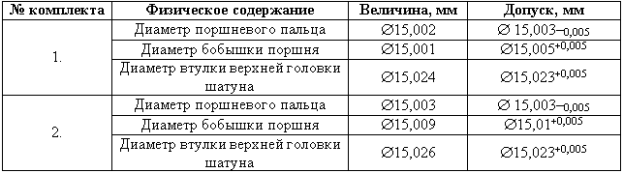
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Таблица 2
Деталь | №измерения | Поле рассеяния размера | |||
1 | 2 | 3 | 4 | ||
Палец | 14,856мм | 14,944мм | 14,953мм | 14,663мм | 0,088мм |
Втулка | 15,102мм | 15,354мм | 15,283мм | 15,424мм | 0,322мм |
Выводы: показатели точности превышают допустимые пределы, достаточно большое поле рассеяния размеров, что позволяет судить о неравномерном износе деталей.
Двигатель № 2 (плавающая посадка пальца)
При эксплуатации посторонний стуков не обнаружено. Произведено 4 измерения пальца, втулки и бобышек. Результаты показаны в таблице 3.
Таблица 3
Деталь | №измерения | Поле рассеяния размера | |||
1 | 2 | 3 | 4 | ||
Палец | 15,002 | 15,002 | 15,003 | 15,001 | 0,002 |
Втулка | 15,01 | 15,012 | 15,011 | 15,01 | 0,002 |
Бобышки | 15,025 | 15,025 | 15,024 | 15,025 | 0,001 |
Выводы: показатели точности находятся в пределах поля допуска, имеется незначительное поле рассеяния размеров.
Заключение
Таким образом, анализируя результаты эксперимента, выявили следующие достоинства плавающей посадки поршневого пальца, по сравнению с посадкой с натягом:
– Простота технологического процесса сборки
– Равномерный износ рабочей поверхности деталей
– Больший ресурс работы
Литература:
- К. П. Быков, П. В. Грищенко; ред. Т. А. Шленчик. Мотоцикл «Иж». Эксплуатация, ремонт, каталог деталей: пособие по ремонту. — Чернигов: ПКФ «Ранок», 2000. — 208 с.
- Тамаркин М. А., Давыдова И. В., Тищенко Э. Э. Технология сборочного производства. — Ростов-на-Дону: Феникс, 2007. — 270 с.
Основные термины (генерируются автоматически): бобышка поршня, палец, поршневой палец, втулка шатуна, верхняя головка шатуна, двигатель, втулка, плавающая посадка, общий вид, некачественная сборка.
ПОРШНЕВЫЕ ПАЛЬЦЫ
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.