Блок цилиндров фото – Головка Блока Цилиндров ГБЦ, Конструкция Устройства и Назначение Работы в Двигателе ДВС, Схема Составных Частей
Мастерим необычный стол из блока цилиндров двигателя
Хочу представить вам на всеобщее обозрение очередную мою работу.
Моя очередная работа — стол из блока цилиндров двигателя. На это раз у меня оказался блок цилиндров V8 от автомобиля AUDI A6 объемом 4,2 литра. Понятно, что такие вещи в магазинах не продаются, но прошерстив недра интернета, нашел двигатель на разборе за адекватные деньги. Попросил ребят разобрать двигатель, так как мне нужен только блок цилиндров и четыре поршня.
Вот как все это выглядело в самом начале работы:
Блок цилиндров:


Поршни:

Как вы видите, блок и поршни в рабочем состоянии, то есть перед покраской их придется обработать пескоструйкой. И то, и другое (пескоструйная обработка и покраска) деляются в одном месте.
Первым делом мы сверлим отверстия в блоке для установки поршней и нарезаем резьбу для последующего крепления поршней к блоку. Отверстия в блоке уже были, причем на идеально ровном расстоянии под крепление, но недостаточной глубины. Эти отверстия мы немного углубляем (до 25мм) и нарезаем резьбу М10. Блок аллюминиевый, поэтому весть процесс несложный:


Затем подготавливаем профиль, к которому будут прикручены колеса нашего столика. Берем аллюминиевый профиль 25 на 25 мм, просверливаем в нем отверстия в местах будущего крепления к блоку:

Прикручиваем профиль к блоку:

И устанавливаем колеса. Обычные колеса для мебели здесь не подойдут, так как блок по весу далеко не стул, поэтому купили колеса с нагрузкой до 50 кг. Прикручиваем их на профиль:

И с другой стороны:

В итоге получаем четыре колеса:

На данном этапе разбираем всю нашу конструкцию и отвозим ее для пескоструйной обработки и покраски. Пока наша работа чистится и красится, займемся вопросом крепления поршней к блоку. Для этого нам нужны шпильки, но не простые, а переходные. Дело в том, что отверстия в блоке у нас под болты М10 (мы нарезали резьбу), а отверстия в поршнях диаметром 6мм. Для этого я обратился к своему напарнику на работе, отец у него работает на заводе и может изготовить все что угодно. Я ему дал чертеж шпилек, которые хочу получить и через пару дней получил готовый результат — большое ему спасибо за это. Вот эти переходные шпильки с М10 на М6:

Далее мы красим болты под крепление профиля с колесами. Болты я не отдал в покраску, поскольку они очень маленькие для этого. Купил балончик оранжевой краски и покрасил им наши болты. Параллельно я делал еще часы, которые уже изготавливал раньше и выкладывал мастер-класс,поэтому акцентировать внимание на часах не буду, в конце просто покажу их на фото. Часы я красил вместе с болтами на работе. Спросите — почему в оранжевый цвет? Просто у нас фирменный логотип оранжевого и серого цветов, поэтому решил покрасить блок в оранжевый цвет, а поршни в серый. Итак, красим болты:


Вот и подошло время забирать наш блок и поршни из покраски. Вот что мы привезли на работу через 4 дня после того, как отдали в покраску, а именно, блок:


И поршни:

Начинаем опять все собирать назад, но уже в покрашенном виде. Прикручиваем профиль к блоку и колеса к профилю:



В итоге получаем вот что:

Переворачиваем блок на колеса и у нас уже вырисовываются примерные очертания нашего будущего столика:



Далее вворачиваем шпильки в отверстия. Перед покраской во все нужные отверстия закручиваем болты, чтобы краска не попала в отверстия и не мешала закручиванию шпилек и болтов. Шпильки вворачиваются через две гайки, как показано ниже:

Сначала вворачиваем с одной стороны 4 шпильки:

А затем и с другой еще 4 шпильки:

Далее устанавливаем поршни на наши шпильки. Гайки, как вы видите, здесь не простые. Обычные гайки с гранями не закрутились бы у нас, сами грани мешали бы закручивать гайку. Для этого есть специальные гайки без граней:


Поршни встали на свое место — как будто здесь всегда стояли, жестко и крепко:

Вот что мы имеем после крепления всех поршней:


Наша работа практически готова, осталось самое главное — сделать стекло, основанием для которого будут наши поршни. Чтобы вырезать стекло, сначала из оргалита делаем шаблон. Размер стекла будет 780 мм на 500 мм. Переворачиваем наш стол и ставим поршнями на оргалит, обводим карандашом места поршней и отдаем данный макет в стекольную мастерскую:


Изготовили стекло, которое состоит из двух частей — одна часть размером 780 мм на 500 мм, а вторая — такое же, но с вырезами под поршни. Триплексом соединяем их, шлифуем по краям, делаем УФ печать нашего логотипа по краям стекла и вот что получаем:


Наша работа готова. Посмотрите, что у нас получилось за месяц с небольшим работы:








А вот и часы, про которые рассказывал выше:


Спасибо всем, кто досмотрел до конца!
Стол из блока цилиндров своими руками (20 фото)
Что обычно делают со старым, отработавшим свой век, блоком цилиндров? Тем самым, который верой и правдой многие тысячи километров исправно возил тебя, облегчая жизнь и дарил радость движения тебе и твоим близким? Тем самым, который ты нещадно эксплуатировал, но взамен кормил только 92-м, и заливал лучшее …ское масло? Тем, в который заложили дух прочности, мощности и скорости, отливая на заводе в Тольятти в старые добрые 80-е? Тем, который служил основой сердца старой доброй классики?
Правильно, его никогда и ни за что не выбросят, а поставят дома возле дивана и под потрескивание огня в камине будут вспоминать, как огонь когда-то был и в нем!
Чтобы жена не волновалась, решено было эту огромную кучу ржавого железа немного облагородить, видоизменить и приспособить под домашний интерьер.
Ну и все по порядку: Зачищаем до металла всеми возможными и невозможными способами…
Полируем…
Обливаем лаком…
Присобачиваем толстостенные ножки болтами М8*1 и М6*1мм…
Изготавливаем блок подсветки цилиндров: 12V, диодный, с зелеными стеклами, питающийся от аккумуляторов (т.е. никаких проводов никуда подключать не нужно), с возможностью подзарядки от сети 220V после 9 часов непрерывной работы…
Подключаем все это дело к импровизированному замку зажигания и ставим на место бензонасоса…
Проверяем работает ли все это хозяйство… не работает(((
заработало=)
Привариваем к обрезанным болтам М12*1,25 соединительные гайки М6 и вкручиваем в крайние отверстия крепления ГБЦ…
Надеваем на них хромированную трубку диаметром 12мм и длинной 100мм накрываем резиновыми шайбочками…
Накрываем стеклом с внутренней стороны стекла пескоструем рисуем кота, просящего на обед АИ-92…
И вселяем в блок вторую жизнь простым поворотом ключа, как и прежде)
после всех этих телодвижений, получаем вот такой журнальный столик…
и вот такой вот аксессуар из оставшихся болтов под шестигранник и пепельницы…
Источник: www.drive2.ru
Блок цилиндров: как он появился, развивался и зачем вообще нужен
Гражданское моторостроение – это очень консервативная отрасль. Все те же коленчатый вал, поршни, цилиндры, клапаны, как и 100 лет назад. Удивительные бесшатунные, аксиальные и другие схемы никак не хотят внедряться, доказывая свою непрактичность. Даже двигатель Ванкеля, большой прорыв шестидесятых, фактически остался в прошлом.
Все современные «новшества», если присмотреться, лишь внедрение гоночных технологий пятидесятилетней давности, приправленное дешевой в производстве электроникой для более точного управления «железяками». Прогресс в строительстве двигателей внутреннего сгорания – скорее в синергии небольших изменений, чем в глобальных прорывах.
И жаловаться-то вроде бы грех. Про надежность и ремонтопригодность в этот раз не будем, а мощость, чистота и экономичность современных двигателей для человека из семидесятых годов показались бы истинным чудом. А если отмотать еще несколько десятилетий?
Сотню лет назад моторы были еще карбюраторные, с зажиганием от магнето, обычно нижнеклапанные или даже с «автоматическим» впускным клапаном… И ни о каких наддувах еще и не думали. А еще старые-старые двигатели не имели детали, которая сейчас является главным его компонентом – блока цилиндров.
До внедрения блока
Первые моторы имели картер, цилиндр (или несколько цилиндров), но блока у них не было. Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
У стационарных двигателей и судовых подобная схема сохраняется и по сей день, а автомобильные ДВС все же нуждались в большей герметичности. Дороги всегда были источником пыли, которая сильно вредит механизмам.
Первопроходцем в области «герметизации» считается компания De Dion-Bouton, которая в 1896 году запустила в серию мотор с цилиндрическим закрытым картером, внутри которого размещался кривошипно-шатунный механизм.
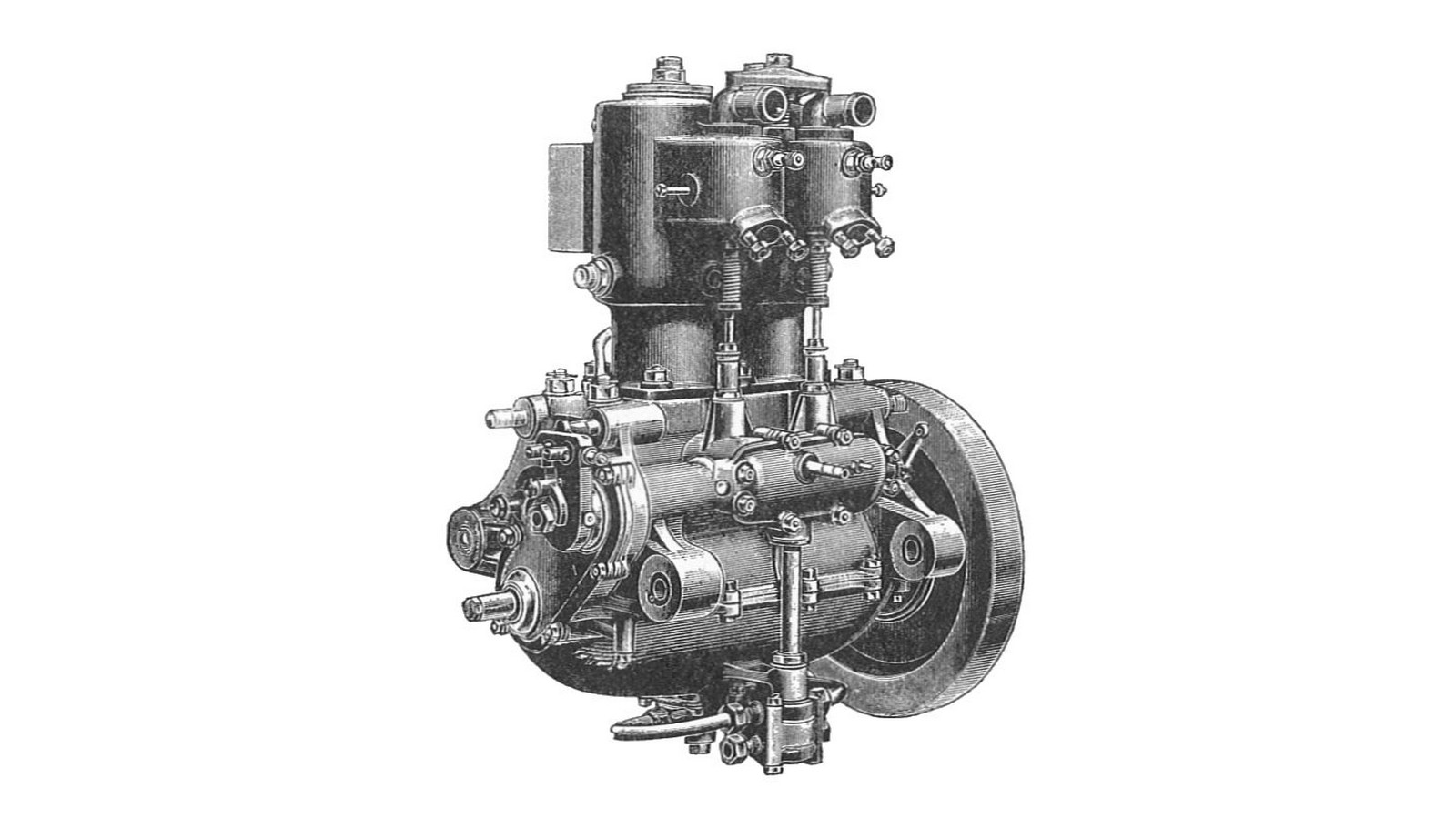 На фото: мотор Де-Дион
На фото: мотор Де-ДионПравда, газораспределительный механизм с его кулачками и толкателями размещался еще открыто – это было сделано ради лучшего охлаждения и ремонта. Кстати, к 1900 году эта французская компания оказалась крупнейшим производителем машин и ДВС в мире, выпустив 3 200 моторов и 400 автомобилей, так что конструкция оказала сильное влияние на развитие моторостроения.
…и тут появляется Генри Форд
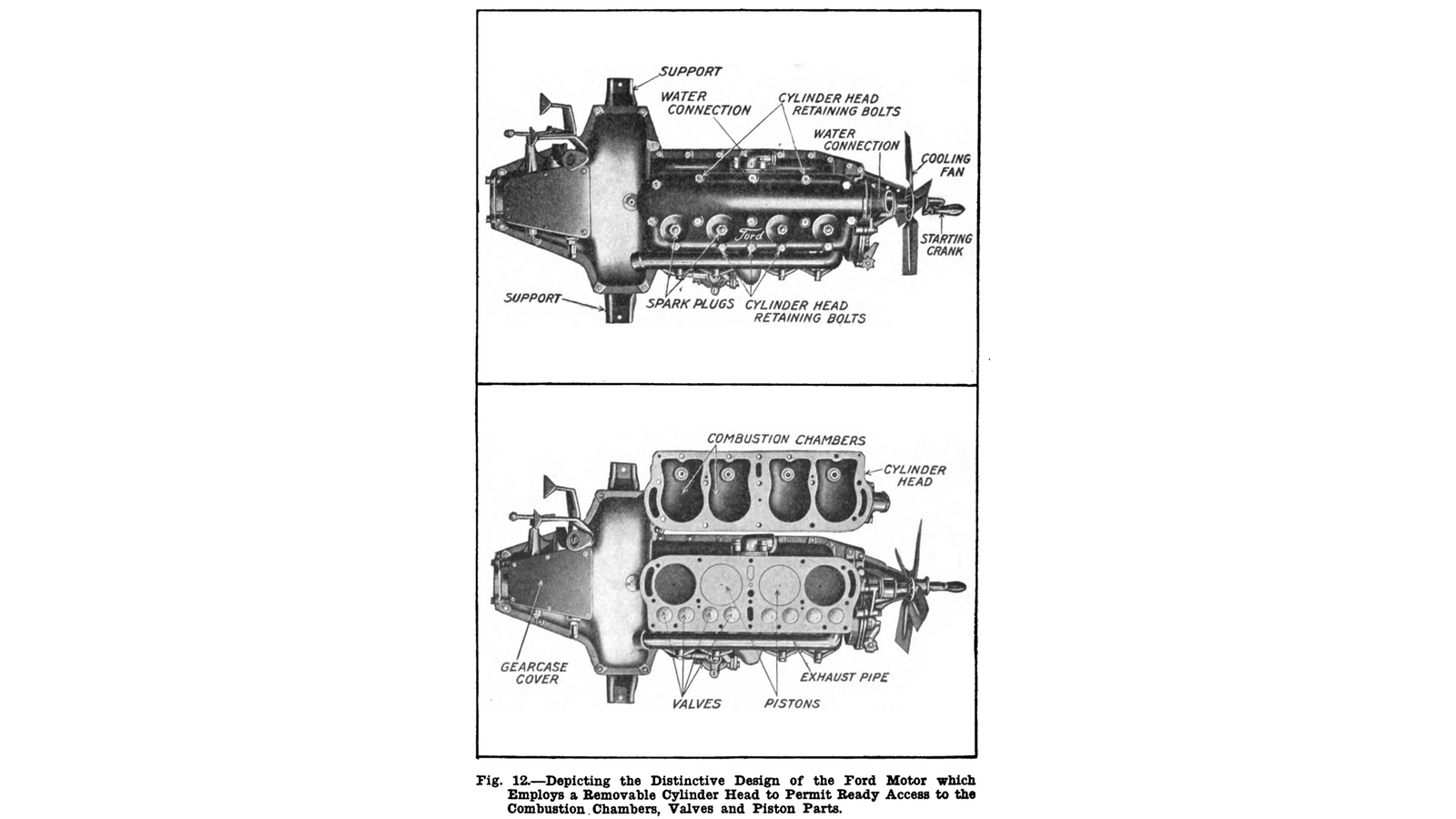
Первая массовая конструкция с цельным блоком цилиндров до сих пор остается одной из самых массовых машин в истории. Модель Ford T, появившаяся в 1908 году, имела четырехцилиндровый мотор, с чугунной головкой блока, нижними клапанами, чугунными поршнями и блоком цилиндров – опять же из чугуна. Объем мотора был вполне «взрослый» по тем временам, 2,9 литра, а мощность в 20 л. с. еще долго считали вполне достойным показателем.
 На фото: двигатель Ford T
На фото: двигатель Ford TБолее дорогие и сложные конструкции в те годы щеголяли раздельными цилиндрами и картером, к которому они крепились. Головки цилиндров часто были индивидуальными, и вся конструкция из головки цилиндра и самого цилиндра крепилась к картеру шпильками. После появления тенденции к укрупнению узлов картер часто оставался отдельной деталью, но блоки по два-три цилиндра все еще были съемными.
В чем смысл разделения цилиндров?
Конструкция с отдельными съемными цилиндрами выглядит сейчас несколько необычно, но до Второй мировой войны, несмотря на нововведения Генри Форда, это была одна из наиболее распространенных схем. У авиационных моторов и двигателей воздушного охлаждения она сохранилась и поныне. А у «воздушного оппозитника» Porsche 911 series 993 вплоть до 1998 года никакого блока цилиндров не было. Так зачем же разделять цилиндры?
Цилиндр в виде отдельной детали – штука вообще-то достаточно удобная. Его можно сделать из стали или любого другого подходящего материала, например, бронзы или чугуна. Внутреннюю поверхность можно покрыть слоем хрома или никельсодержащих сплавов, при необходимости сделав ее очень твердой. А снаружи нарастить развитую рубашку для воздушного охлаждения. Механическая обработка сравнительно компактного узла будет точной даже на достаточно простых станках, а при хорошем расчете крепления тепловые деформации будут минимальны. Можно сделать гальваническую обработку поверхности, благо деталь небольшая. Если у такого цилиндра появился износ или другие повреждения, то его можно снять с картера мотора и поставить новый.
Минусов тоже хватает. Помимо более высокой цены и высоких требований к качеству сборки моторов с раздельными цилиндрами серьезным недостатком является низкая жесткость такой конструкции. А значит – повышенные нагрузки и износ поршневой группы. Да и с водяным охлаждением сочетать «принцип раздельности» получается не очень удобно.
Из мейнстрима моторы с раздельными цилиндрами ушли уже очень давно – минусы перевесили. К середине тридцатых годов в автомобилестроении подобные конструкции уже почти не встречались. Разнообразные комбинированные конструкции – например, с блоками из нескольких цилиндров, общим картером и головкой блока – попадались на мелкосерийных люксовых авто с объемными моторами (можно вспомнить подзабытую марку Delage), но к концу 30-х это все вымерло.
Победа цельночугунной конструкции
Привычная нам сегодня конструкция победила благодаря своей простоте и низкой стоимости изготовления. Большая отливка из дешевого и прочного материала после точной механообработки получается все равно дешевле и надежнее, чем отдельные цилиндры и тщательная сборка всей конструкции. А на нижнеклапанных моторах клапаны и распределительный вал располагаются тут же, в блоке, что еще больше упрощает конструкцию.
Рубашка системы охлаждения отливалась в виде полостей в блоке. Для особых случаев можно было применить и отдельные гильзы цилиндров, но мотор на Ford T таких изысков не имел. Чугунные поршни со стальными компрессионными кольцами работали прямо по чугунному цилиндру. И кстати, маслосъемное кольцо в привычном нам виде там отсутствовало, его роль выполняло нижнее третье компрессионное, расположенное ниже поршневого пальца.
 На фото: Ford Model T
На фото: Ford Model TТакая «цельночугуниевая» конструкция доказала свою надежность и технологичность за много лет производства. И была перенята у Форда такими массовыми производителями, как GM, на долгие последующие годы.
Правда, отливка блоков с большим числом цилиндров оказалась технологически сложной задачей, и многие моторы имели по два-три полублока с несколькими цилиндрами в каждом. Так, рядные «шестерки» тридцатых годов иногда имели два трехцилиндровых полублока, а уж рядные «восьмерки» и подавно изготавливали по такой схеме. Например, мощнейший мотор Duesenberg Model J был изготовлен именно так: два полублока были накрыты единой головкой.
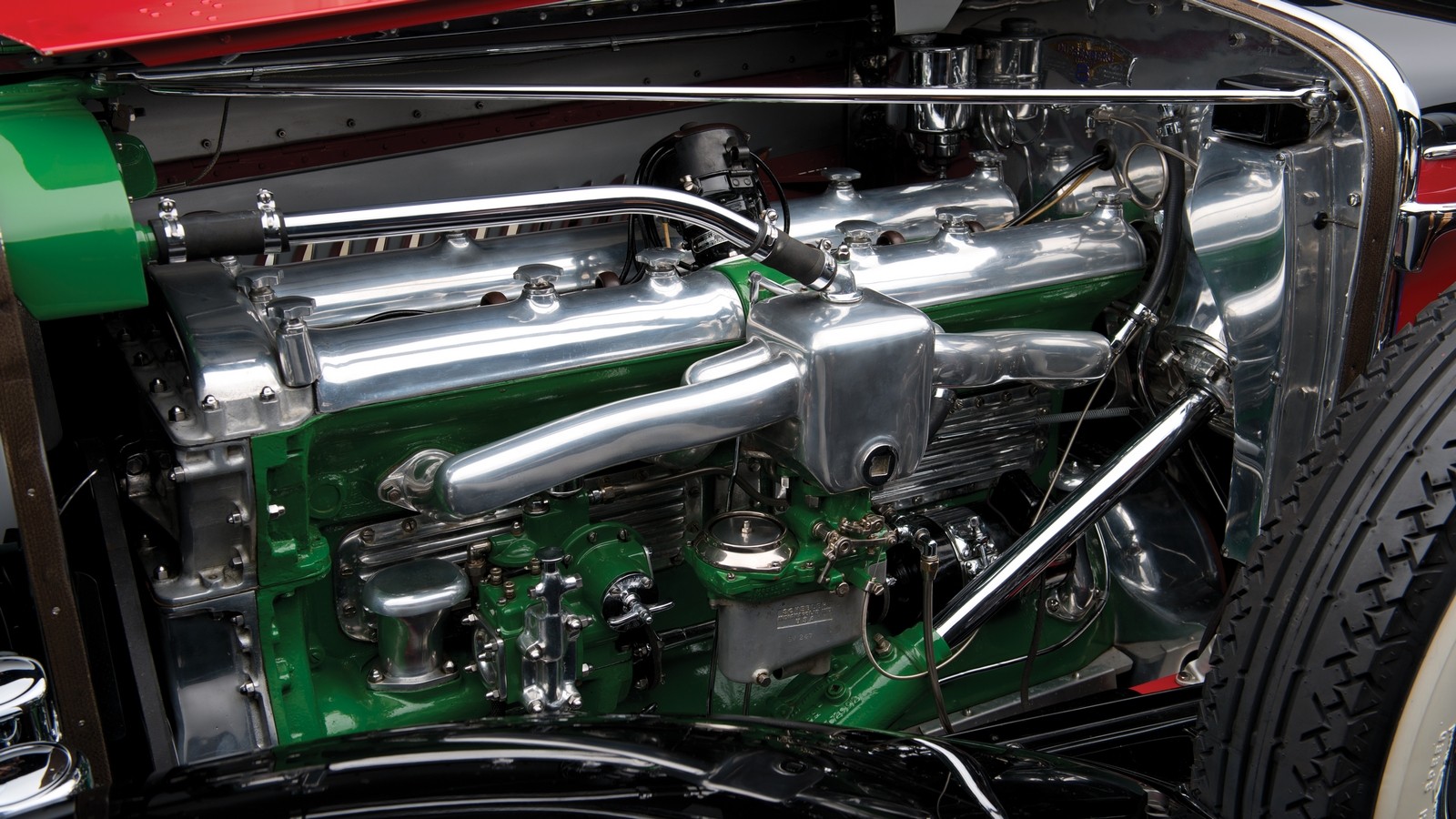 На фото: двигатель Duesenberg J
На фото: двигатель Duesenberg JВпрочем, к началу сороковых годов прогресс позволил создавать и цельные блоки такой длины. Например, блок Chevrolet Straight-8 «Flathead» был уже цельным, что снижало нагрузку на коленчатый вал.
Чугунные гильзы в чугунном же блоке тоже были достаточно удачным решением. Высокопрочный легированный химически стойкий чугун стоил дороже обычного, и отливать из него весь большой блок не имело смысла. А вот сравнительно небольшая «мокрая» или «сухая» гильза оказалась хорошим вариантом.
Освоенная в довоенные еще годы принципиальная конструкция моторов не меняется много десятилетий подряд. Блоки цилиндров многих современных моторов отлиты из серого чугуна, иногда со вставками из высокопрочного в зоне верхней мертвой точки. Например, чугунный блок имеет вполне современный Renault Kaptur с мотором F4R, об обслуживании которого мы писали на днях. Чугун хорош, в частности, тем, что блок из него легко поддается капремонту расточкой цилиндров большего диаметра. Если, конечно, производитель выпускает поршни «ремонтного» размера.
 На фото: двигатель F4R
На фото: двигатель F4RПравда, с годами блоки становятся все более «ажурными» и менее массивными. По ранним блокам цифры найти сложно, но давайте возьмем два семейства моторов с разницей чуть более чем в 10 лет. У блока серии GM Gen II середины 90-х толщина стенки моторов колебалась от 5 до 9 мм. У современного VW EA888 конца 2000-х – уже от 3 до 5. Но мы явно забегаем вперед…
Делаем блок легче
Утончение стенок, чем вовсю занимаются конструкторы в последние годы – это, как вы понимаете, не единственный способ снизить вес блока. В 20-30-е годы о экономии массы и топлива думали существенно меньше, чем сейчас, но первые попытки облегчения делались. И уже тогда додумались использовать алюминий.
На гоночных и спортивных машинах той эпохи можно было встретить симбиоз из алюминиевого картера и головки блока с чугунной отливкой блоков цилиндров. Затем прогресс в металлообработке позволил создать более удобный вариант подобного симбиоза. Блок цилиндров оставался цельным, но отливался из алюминия, что снижало его массу в три-четыре раза, в том числе и за счет лучших литьевых качеств металла. Сами же цилиндры изготавливали в виде чугунных гильз, которые запрессовывали в блок.
Гильзы делились на «сухие» и «мокрые», разница в общем-то понятна из названия. В блоках с сухой гильзой она вставлялась в алюминиевый цилиндр (или вокруг нее отливался блок) с натягом, а «мокрая» гильза просто закреплялась в блоке нижним концом, а при установке ГБЦ полость вокруг превращалась в рубашку охлаждения. Второй вариант оказался перспективнее на тот момент, поскольку упрощал отливку и снижал массу деталей. Но в дальнейшем рост требований к жесткости конструкции, а также сложность сборки подобных двигателей оставили эту технологию «за бортом» прогресса.
Сухие же гильзы в алюминиевом блоке – это и сейчас самый распространенный вариант изготовления детали. И один из самых удачных, ведь чугунная гильза изготавливается из высококачественного легированного чугуна, алюминиевый блок жесткий и легкий. К тому же теоретически эта конструкция еще и ремонтопригодна, как и чугунные блоки. Ведь изношенную гильзу можно «вынуть» и запрессовать новую.
Что дальше?
Единственная принципиально новая технология последних лет – это еще более легкие блоки с напылением сверхпрочного и сверхтонкого слоя на внутреннюю поверхность цилиндров. Подробно о плюсах и минусах, и даже о способах капремонта подобных конструкций я уже писал – повторяться смысла нет. Концептуально мы имеем все тот же ДВС образца 30-х годов. И есть все основания полагать, что до конца «эры внутреннего сгорания», когда доведут до ума электромобили, моторы на жидких углеводородах останутся примерно такими же.
Головка блока цилиндров — Википедия
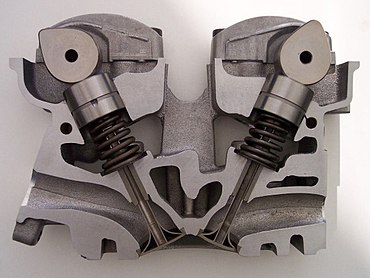
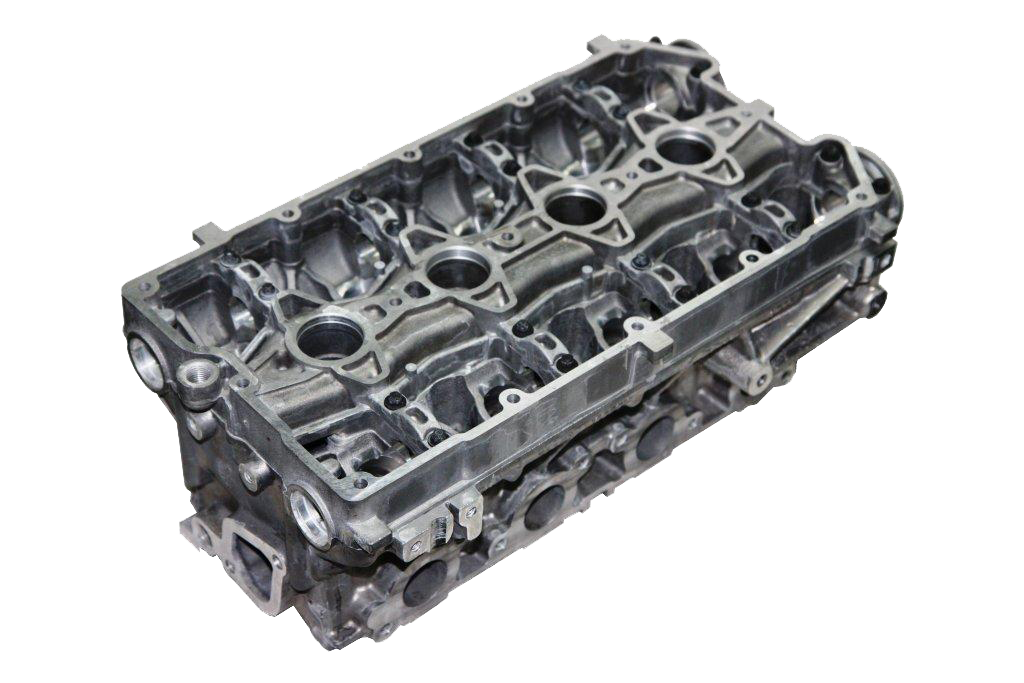
Головка блока с 2 клапанами на цилиндрВ двигателях внутреннего сгорания головка блока цилиндров (ГБЦ, часто называемая просто головкой) монтируется на блок цилиндров, запирая цилиндр (цилиндры), и образуя замкнутые камеры сгорания. Стык головки и блока уплотняют прокладкой головки блока. В головке обычно монтируются клапаны с пружинами, свечи зажигания, форсунки. В зависимости от типа двигателя (тактность, система воспламенения, тип охлаждения, система газораспределения) устройство головки может отличаться в очень больших пределах.
Лёгкие автомобильные двигатели могут иметь головку из алюминиевого сплава, особенно это относится к искровым двигателям. Обычно такую деталь получают литьём в кокиль, либо под давлением (с последующей обработкой каналов), могут использоваться стержневые формы.
Тяжёлые двигатели, и значительная часть автомобильных дизелей имеют чугунную головку, также получаемую литьём. Сёдла клапанов (при их наличии) запрессовываются с предварительным их охлаждением в парах жидкого азота; вихрекамеры, втулки клапанов также устанавливают с натягом. Головка имеет обычно ходы для газов, охлаждающей жидкости, масляные каналы, и большое количество сквозных отверстий под болты/шпильки, которые притягивают головку к блоку.
Крепление головки к блоку осуществляется силовыми болтами или шпильками с гайками и шайбами (в случае болтов они также имеют шайбы). Как индивидуальные, так и общие для ряда цилиндров, головки монтируют с затяжкой по указанному заводом способу (последовательность, усилие затяжки, довороты на угол). Это необходимо для гарантии герметичности газового стыка и сохранности болтов. Упругость крепежа должна быть достаточна для сохранения затяжки при осадке прокладки газового стыка. Но превышение толщины металлоасбестовой (паронитной) прокладки или её просаживание (низкое качество, перегрев мотора) могут вызвать пробитие газового стыка головки, то есть выход двигателя из строя. Чтобы увеличить жёсткость прокладки, и тем гарантировать прижим, на современных дизелях чугунные головки монтируют с прокладками из мягкого железа.
Для дизелей толщина прокладки во многих моторах подбирается в соответствии с выступанием поршней. Если толщина окажется меньше необходимого, двигатель может начать стучать, больше — мощность до предела дымления уменьшится (т.к. объёмная доля воздуха в вихрекамере/камере в поршне будет меньше, а паразитный объём больше). Поэтому монтаж головки блока является ответственной операцией.
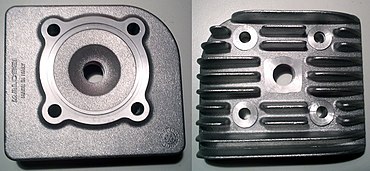
Головка двигателя с воздушным охлаждением[править | править код]
Независимо от других особенностей, имеет развитое оребрение вместо рубашки охлаждения. Наиболее распространённый в этом случае материал — силумин, так теплопроводность его выше (двигатели бензопил, культиваторов, маломощных электростанций, а/м фирмы «Татра», Д-37/Д-144), однако встречаются и чугунные на стационарных и тракторных двигателях (где вес не влияет на показатели техники). Основным показателем оребрения является отношение высоты рёбер к их ширине у основания, при его росте охлаждение улучшается.
Отличается максимальной простотой — имеет лишь ходы для охлаждающей жидкости, сверления под шпильки, и резьбу под свечи. Всегда групповая, для ряда цилиндров. Сейчас применяется редко, ввиду низкой экономичности таких двигателей. Пример двигателей: ЗИЛ-157, ГАЗ-А, ГАЗ-51.
В этом случае все клапана с их приводом монтируются в блоке.
Такое же устройство имеют головки двухтактных двигателей с кривошипно-камерной петлевой или дефлекторной продувкой. Плюсами также является лёгкость разборки и обслуживания, минимальная стоимость. Клапана в головке также отсутствуют.
Может быть индивидуальной для каждого цилиндра, в этом случае привод клапанов осуществляется штангами от расположенного в блока распредвала, либо общей для ряда цилиндров (блок может иметь один или несколько таких рядов). В случае общей головки количество вариантов её компоновки увеличивается: привод клапанов от штанг, верхний распредвал (OHC) или два верхних распредвала (DOHC).
Индивидуальные головки со штангами чаще применяют в дизелях, так как инерционные силы при меньшем числе оборотов не так велики, плюсом является меньшая масса каждой головки (облегчен монтаж). Крупноразмерные двигатели всегда имеют индивидуальные головки.
Общие головки с одним распредвалом обеспечивают управление двумя (реже четырьмя) клапанами на цилиндр, но сложны в разборке. Чаще всего имеют ручную регулировку зазоров.
Головки с двумя верхними распредвалами наиболее просто обеспечивают установку 4 клапанов на цилиндр и подачу масла к гидрокомпенсаторам. Осложняет дело лишь необходимость привода обоих валов от цепи/зубчатого ремня. Но в некоторых конструкциях валы соединены шестернями, и приводится один из них; ранние варианты имели шестерёнчатый привод от коленвала через вертикальные валики.
Возможные неисправности:[1]
- прорыв газов из-за искривления плоскости газового стыка, коррозии, срыва крепежа;
- трещины между сёдлами, выпадение седла;
- износ посадочного диаметра под распредвал или толкатели;
- износ направляющих клапанов;
- обломы крепежа, срыв резьб под свечу или болты, трещины вне газового стыка.
Также можно считать неисправностями головки в сборе поломки/износ входящих в узел деталей (клапана, пружины, рокеры, компенсаторы).
В случае прорыва газов головку чаще всего фрезеруют, допустимое отклонение от плоскости (порядка 0,15 мм в среднеразмерных моторах) проверяют линейкой с набором щупов. Срывы резьбы под свечу устраняют установкой ввёртыша, сорванный крепёж заменяют ремонтными шпильками. Изношенные направляющие клапанов меняют, трещины вне газового стыка обычно могут быть заварены.
Трещины между сёдлами, по мере их развития, ведут к прорыву газов в рубашку охлаждения и отказу двигателя. Обычно эти трещины, и другие проходящие через газовый стык служат основанием для замены головки. Но в некоторых случаях, на свой страх и риск, также могут быть заварены.
Износ постелей под распредвал ведёт к стуку и снижению давления масла. Диаметр восстанавливают бронзовыми или дюралевыми втулками, развёртываемыми по месту (в качестве развёртки обычно используют старый распредвал с «фрезерными» зубчиками). В случае съёмных крышек опор распредвала, они могут быть осажены на абразивном камне (с контролем диаметра после затяжки).
В случае разрушений поршня, колец, седла клапана головка получает сильные повреждения, обычно приводящие к её замене. Сильная коррозия от воды или повреждения от детонации также могут сделать ремонт невозможным. Выпавшее седло, при отсутствии других неприятностей, заменяют новым или высверленным с другой головки. Для установки охлаждают в парах жидкого азота, а после дополнительно зачеканивают. Трещина между сёдлами всегда ослабляет их посадку.
-

ГБЦ с двумя распредвалами и гидрокомпенсаторами
ГБЦ с верхним распредвалом, привод клапанов через коромысла
-
Головка (DOHC) двигателя Honda K20Z3.
-
Простейшая головка двухтактного двигателя

Головка Блока Цилиндров ГБЦ, Конструкция Устройства и Назначение Работы в Двигателе ДВС, Схема Составных Частей
Любой мотор имеет сложную структуру, каждый элемент которой необходим для выполнения определенной задачи. Один из таких элементов – головка блока цилиндра.
ГБЦ является главным узлом в любом автомобиле или мотоцикле. Устройство необходимо для того, чтобы контролировать в двигателе внутреннего сгорания вывод газов. По своей природе головка блока цилиндров является крышкой, закрывающей сам блок. Крышка гбц создаётся из алюминиевых сплавов, также она может быть изготовлена из чугуна. На производстве головку блока цилиндров подвергают процессу искусственного старения. Количество ГБЦ напрямую зависит от типа ДВС, если он V-образного типа, на каждый ряд используется отдельная головка.
Работа гбц очень сильно зависит от степени уплотненности головки с блоком цилиндров. Этим объясняется то, что верхняя часть этой детали немного уже, в сравнении с нижней. Уплотнительная прокладка располагается между головкой и самим блоком цилиндров.
Установка и фиксирование головки цилиндров осуществляется при помощи штифтов, которые предназначены для закрепления детали. Правильность монтажа сильно влияет на дальнейшую работу ГБЦ. Для каждого транспортного средства в инструкции указан свой регламент. По этой причине не стоит заимствовать схему монтажа головки с иномарки для машины отечественного производства. Не стоит забывать о том, что штифты имеют определенный порядок затяжки, вместе с этим указан требуемый момент закручивания. Для правильной установки головки блока цилиндра используется специальный инструмент – динамометрический ключ.
При установке и затяжке ГБЦ следует в первую очередь опираться на инструкцию по установке, а не грубую физическую силу. Если перетянуть головку цилиндра – возможно повреждение уплотнительной прокладки, масляного канала ГБЦ и других, не менее важных составляющих этой системы. Например, головка в цилиндрах может треснуть, измениться в размерах, от работы этого элемента зависит вся работа двигателя, и как следствие, транспортного средства в целом.
Особенности конструкции
Конструкция головки цилиндров не такая простая, какой кажется на первый взгляд. Ниже будут описаны все составляющие этой детали.
В настоящее время все элементы головки блока цилиндра изготавливаются из алюминиевых сплавов, раньше для этой же цели использовали легированный чугун. Некоторые транспортные средства до сих пор оснащены чугунной головкой цилиндров. Объясняется это тем, что чугун наиболее оправдан для очень высоких или очень низких температур. Алюминиевые сплавы наиболее подвержены деформации из-за перепада температур. Размеры ГБЦ во время работы двигателя изменяются из-за повышенной температуры.
ГБЦ состоит из следующих элементов.
- Уплотнительная прокладка.
- Газораспределительный механизм.
- Корпус головки цилиндра, именно здесь находятся все механизма и патрубки системы охлаждения, масляные провода и камера сгорания.
- Отсеки, в которые в последующем монтируются свечи зажигания.
- Привод газораспределительного механизма.
- Камера сгорания, где осуществляется процесс горения топлива.
- Тут же находятся посадочные плоскости, которые дают возможность выпускать переработанные газы.
Следует рассказать более подробно о каждом из этих элементов. Клапаны ГБЦ находятся в 1 ряду, каждый из которых наклонён к цилиндрам на двадцать градусов. В автомобилях последнего поколения может использовать несколько другой принцип устройства ГБЦ, но в целом, все примерно одинаково.
Более подробно стоит рассказать об уплотнительной прокладке, основа который это армированный асбест. Изготовление этого элемента именно из такого материала объясняется высокими температурами во время работы двигателя внутреннего сгорания, также на прокладку оказывается большое давление. Прокладка из армированного асбеста в состоянии обеспечить герметичность всех каналов и систем мотора.

Если разобрать переднюю часть этого устройства, то можно увидеть, что здесь располагается привод газораспределительного механизма вместе с натяжителем цепи. Камеры сгорания имеют тесный контакт с блоком, по этой причине их обрабатывают механическим путём. Объёмы камер для сжатия несколько меньше, чем размеры поршней. Объясняется это тем, что во время работы ДВС, в момент поднятия поршней, такая конструкция даёт возможность воздушным смесям закручиваться. В итоге улучшается сам процесс сгорания топлива.
На левом участке головки цилиндра располагаются отверстия для свеч зажигания, здесь же монтируются системы для опоры рычага, опорные шайбы. Наверху ГБЦ имеется крышка, которая крепится к остальному корпусу при помощи болтов.
В ГБЦ присутствуют несъёмные элементы. Седла клапанов, которые необходимы для герметичности газораспределительного механизма, здесь же находятся направляющие втулки. Следует принять к сведению, что эти элементы монтировались при помощи прессовки. То есть заменить их в домашних условиях невозможно, потребуется обращаться в сервисный центр или использовать специальное оборудование.
Некоторые автовладельцы пытаются заняться ремонтным работами ГБЦ самостоятельно, однако делать этого не рекомендуется, в противном случае возможны негативные последствия.
- Головка цилиндра может измениться по форме, в итоге будет нарушена герметичность клапанов и камеры сгорания.
- Из-за неправильного нагрева, головка цилиндра станет непригодной к эксплуатации.
- Возможно образование трещин и микротрещин, исправная работа мотора с которыми станет невозможной.
Ремонтные работы несъёмных элементов в домашних условиях могут привести к тому, что придётся приобретать новую ГБЦ. Никто не говорит, что грамотный специалист не сможет отремонтировать одну из этих деталей, однако сделать это получается далеко не всегда.
Диагностика и ТО
Рано или поздно любому механизму в транспортном средстве потребуется диагностика и техническое обслуживание, ГБЦ не является каким-либо исключением из правил. В этом вопросе главная задача владельца транспортного средства периодически заниматься диагностикой тех элементов, которые чаще всего выходят из строя.
- Клапаны и их сальники.
- Уплотнительная прокладка.
Особое внимание следует уделить прокладке, если она износилась, рабочие жидкости могут смешиваться, что приведет к поломке двигателя. При попадании охладительной жидкости в рабочее масло, она будет бурлить. Со временем это приведет к невозможности запуска мотора. В этом случае главным сигналом будет датчик температуры, который покажет кипение ДВС. Оценить ситуацию можно также сняв свечи зажигания. Зачем необходимы ремонтные работы? Чаще всего демонтаж головки цилиндров избежать не удастся в следующих случаях.
- Изменилась высота гбц.
- Возникла потребность отпрессовать клапаны и седла.
- Один или несколько клапанов перестали функционировать и нуждаются в замене.
- Требуется шлифовка крышки.
- Требуется заменить уплотнительную прокладку.
- Необходимо избавиться от микротрещин.
Если понимать, к чему приведет каждый шаг, и иметь необходимые инструменты, можно заниматься ремонтными работами ГБЦ и в домашних условиях, однако даже самое высокотехнологичное оборудование в руках неопытного владельца не поможет исправить проблему.
Если у вас возникли вопросы — оставляйте их в комментариях под статьей. Мы или наши посетители с радостью ответим на них