Седло клапана
Седла клапанов отвечают за три основных функции: обеспечивают герметичность в закрытом положении, обеспечение оптимального воздушного потока, когда клапан открывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть достаточно твердыми, чтобы выполнять основные функции достаточно длительный период, достаточно мягкими, чтобы предотвратить повреждение клапана, и иметь достаточную теплопроводность для отвода тепла от клапана.
Расположение и высота седла клапанов в головке блока цилиндров является определяющим фактором для достижения правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты посадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего двигателя составляет 11.25:1, но на самом деле из-за разности посадки клапанов изменился объем камеры сгорания и теперь степень сжатия может быть в пределах от 11.15:1-11.37:1. На практики такая разность в камере сгорания плохо сказывается на производительности двигателя, разное наполнение горючей смесью, сильно проточенные в результате ремонта седла просаживают клапан очень глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко располагается относительно камеры сгорания, об этом я немного писал в предыдущей статье Дефектовка клапанов, лучше заменить седло, но есть вариант переточить его под больший диаметр клапана, это позволит вернуть исходное положение, но соответственно появляется необходимость в подходящем клапане. Тут уже можно использовать специальные тюнинг клапаны, в продаже можно найти высоко производительные и имеющие специальные напыления, о таких клапанах я напишу в следящей статье. Обдумывая замену седла можно присмотреться к разным материалам, в зависимости от ваших целей. Седла изготавливаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый металл.
Как извлечь седло клапана
Много разговоров в сети как это делать и способов не меньше. Приведу пример как быстро и качественно, без повреждения головки вынуть седло клапана и для этого понадобится старый клапан и сварочный аппарат.
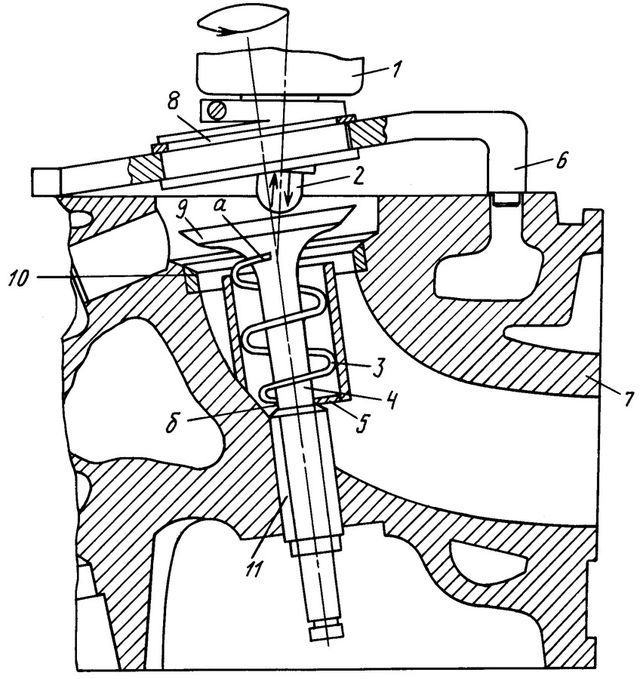
Глядя на картинку все становится понятным.
Берем старый клапан и протачиваем его тарелку до внутреннего диаметра седла, вставляем его в направляющую и утапливаем почти до самого края седла, не доходя примерно 2-3 мм. Заклеиваем каналы охлаждения с боков головки если таковые имеются, устанавливаем головку горизонтально камерами сгорания вверх и наливаем холодную воду в рубашку охлаждения. Это следует сделать обязательно потому что мы будем пользоваться сваркой и это неизбежно будет нагревать камеру сгорания что может привести к ее деформации. Прихватываем в нескольких местах вставленный клапан. Нет необходимости капитально сваривать детали, это только увеличит вероятность деформации и потом сложнее будет отделить наш проточенный клапан, который пригодится для следующего седла. И так клапан приварен и остается только выбить его молотком с обратной стороны после того как все остынет, кто боится слова «молоток», могут плавно выпрессовать нехитрыми приспособлениями. Если седла изготовлены из сплава, например бериллий-медь, то сварка становится мало вероятна. В таком случае чтобы не утруждаться вытачиванием седла на станке, что не всегда доступно, можно нарезать резьбу на седле большим метчиком и также нарезать резьбу на подходящей толстостенной трубе заблаговременно приварив к ней клапан в районе резьбы и таким же образом выбить.
Установка седла клапана
Натяг седел клапанов. Для установки в алюминиевые головки блока цилиндров, натяг (разница в диаметрах) должен быть в следующем диапазоне:
Чугунные/порошковые 0.08-0.12 мм
Бериллий медь 0.10-0.11 мм
Установка седла намного проще чем его демонтаж, изготавливается подходящая оправка по диаметру седла, направляющей для центровки, послужит так же старый клапан, головка блока предварительно очищается и нагревается до 80-90 градусов, в несколько движений молотком быстро запрессовывается седло.
Разберемся какие седла с какими клапанами используются и для чего это нужно.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень теплообмена, обладает высоким сопротивлением усталости и износу при высоких температурах. Бериллий медь обеспечивает лучшую тепло передачу, чем, скажем, бронзы или железа. Недавно был разработан медно-никелевый сплав, возможно даже лучше, чем бериллий-медь. Это было сделано во многом из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, поэтому возникает необходимость в седле способного быстро отводить тепло.
Твердые сплавы как стеллит, хром подходят для большинства случаев, но это не лучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и адаптируются производителями по теплопроводности всё же возникает сложность в их обработке.
Что такое седло клапана — Защита имущества
Читайте также:
- А. Недостаточность митрального клапана.
- Выпускного клапана 0,16-0,20мм
- Клапана.
- Недостаточность клапана аорты
- Определение седловой точки
- Притирка седла клапана
- Проверка клапана
- Проверка тепловых зазоров в клапанах
- Протезирование митрального клапана.
- Седловидный
- Система кондиционирования имеет так же дополнительные предохранительные устройства: различные датчики, клапана, заслонки, муфты, предохранители и прочее
Замена
Направляющей втулкой и
Проверка
Направляющая втулка клапана
Установка
Пружины клапана.
Отклонения от прямоугольности
3. Конец клапанной пружины, выкрашенный опознавательным цветом, направьте к фиксатору клапанной пружины (см.рис.ЗБ.39).
Рис.ЗБ.39. Установка клапанной пружины.
1. Измерьте зазор между направляющей втулкой и стержнем клапана (см.рис.ЗБ.40). Если измеренное значение больше допустимого, направляющая втулка клапана или клапан (или же обе детали) необходимо заменить новыми.
ЗБ. Дизельный двигатель 4D65 1.8 л 1988-1993 гг.
Нормальное значение:
впускные: 0,03-0,06 мм; выпускные: 0,05-0,09 мм.
Допустимое значение:
впускные: 0,10 мм; выпускные: 0,15 мм.
Рис.ЗБ.40. Проверка зазора между
стержнем клапана:
1. Внутренний диаметр направляющей
втулки клапана, 2. Внешний диаметр
направляющей втулки клапана.
2. Используя специальный инструмент и пресс, выпрессуйте направляющую втулку клапана в направлении уплотняющей поверхности головки блока цилиндров (см.рис.ЗБ.41).
Рис.ЗБ.41. Выпресовывание направляющей втулки клапана.
3. Просверлите в головке блока цилиндров отверстие для установки направляющей втулки клапана по следующим ремонтным размерам:
Ремонтный размер диаметра отверстия направляющей втулки клапана:
• 1-й ремонтный размер (0,05 мм): 13,050-13,068 мм;
• 2-й ремонтный размер (0,25 мм): 13,250-13,268 мм;
• 3-й ремонтный размер (0,50 мм):
Внимание!Никогда не устанавливайте направляющую втулку клапана того же размера, если направляющая клапана была уже снята.
4. Используя специальный инструмент, впрессуйте новую втулку направляющую клапана с верхней стороны головки блока цилиндров (см. рис.ЗБ.42).
Рис.ЗБ.42. Запрессовка направляющей втулки клапана.
5. После установки направляющей втулки клапана установите новый клапан и проверьте его подвижность. После замены направляющих втулок клапанов необходимо проверить также рабочую поверхность тарелки и седла каждого клапана; при необходимости притрите их.
Дата добавления: 2014-12-24 ; Просмотров: 262 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Это деталь двигателя и одновременно крайнее звено газораспределительного механизма. Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки.
Сопряжение седло-клапан, подвергается наибольшему воздействию высоких температур и ударных нагрузок. Кроме того, детали постоянно испытывают недостаток в смазке по причине высоких скоростей работы. Это вызывает их интенсивный износ.
Требования, предъявляемые к группе:
- Герметичность работы клапана в сопряжении с седлом;
- Высокий коэффициент обтекаемости, при входе и выходе рабочей смеси из камеры сгорания;
- Небольшой вес деталей группы;
- Детали должны быть высокопрочными и одновременно жёсткими;
- Стойкость к высоким температурам;
- Эффективная теплоотдача клапанов;
- Высокое сопротивление механическим и ударным нагрузкам;
- Противодействие коррозии.

Назначение и особенности устройства
Назначение клапана, открывать и закрывать отверстия в головке блока цилиндров для выпуска отработанных газов либо впуска новой рабочей смеси. К основным элементам детали относятся головка и стержень. Переход от стержня к головке служит для плавного отвода газов, чем он плавней, тем лучше будет наполнение, либо очистка камеры сгорания.
Отработанные газы, выходя из камеры сгорания, создают сильное избыточное давление, а чем меньше площадь тарелки клапана, тем меньшие нагрузки он испытывает, вот почему выпускной клапан двигателя делается меньшего диаметра, а требования к нему выше. Так, при работе, головка выпускного клапана нагревается до 800-900.°С на бензиновых двигателях и до 500-700°С на дизельных моторах, впускной, нагревается до 300°С.
Именно по этим причинам при изготовлении выпускных клапанов нужны сплавы и материалы, обладающие повышенной жаропрочностью и содержащие большое количество легирующих присадок. Клапана делают из 2-х частей: головку из жаростойкого материала, стержень из углеродистой стали. Для изготовления клапана ДВС эти заготовки сваривают и шлифуют.
Выпускные клапана, в месте контакта с цилиндром, покрывают твёрдым сплавом. Толщина сплава порядка 1,5-2,5 мм. Такое покрытие позволяет избежать коррозии.
По причине меньших нагрузок при изготовлении впускных клапанов используют хромистые или хромоникелевые стали со средним содержанием углерода. При вводе рабочей жидкости в камеру сгорания, топливо отводит часть температуры от клапана и его составляющих, из-за чего температурные перепады у него ниже.
На эффективность работы клапана большое влияние оказывает его форма. Чем более она обтекаемая, тем выше скорость входящего или выходящего заряда смеси. Чаще всего головку клапана делают плоской, для облегчения изготовления детали, удешевления её производства и сохранения жёсткости.
Однако, в двигателях, испытывающих повышенные нагрузки, например, форсированных, в связи со спецификой самого двигателя применяют впускные клапана с вогнутыми головками. Такое устройство уменьшает массу детали и инерционную силу, возникающую при работе.
Стыковка клапана с седлом осуществляется по тонкому ободку на поверхности головки цилиндров — фаске. Стандартный угол наклона фаски впускных клапанов составляет 45°, у выпускных 45° или 30°. При изготовлении головок цилиндра фаски шлифуют, а затем, при установке клапана, каждый притирают к седлу. Ширина ободка должна быть не менее 0,8мм.
Ободок не должен прерываться по всему периметру окружности тарелки клапана. Сочленение между клапаном и седлом нужно уплотнить наверняка, вот зачем угол фаски клапана, по наружной стороне фаски, делают меньше угла седла на 0,5-1°.
В некоторых двигателях, для большей сохранности изделия, применяют устройство принудительного вращения клапана. В процессе работы на фасках откладывается нагар, нарушается уплотнение, появляются механические повреждения, это резко снижает эффективность работы мотора. Проворачиваясь, клапан ДВС распределяет нагрузку равномерно по всей поверхности фаски и принудительно очищает ее.
После фаски головки, у клапана имеется специальный поясок, в виде цилиндра. Эта конструктивная особенность позволяет уберечь его от перегрева и обгорания, а так же делает головку более жёсткой. Кроме того, при притирке, диаметр клапана остаётся прежним.
Пружинное стопорное кольцо предотвращает падение клапана в камеру сгорания двигателя, в случае, если элементы крепления хвостовика поломаются.
При соприкосновении с кулачком распределительного вала, или коромыслом, торцы клапана подвергаются большим нагрузкам. Поэтому для предания им жёсткости и износостойкости, их закаливают, или надевают на них специальные колпачки из высокопрочных сплавов.
Впускные клапана снабжают специальными резиновыми маслосъёмными колпачками, для предотвращения попадания через зазор масла в камеру сгорания в период такта впуска.
Выпускные клапана, работая в экстремальных температурных режимах, могут заклинить в отверстии направляющей втулки. Что бы этого не произошло, их стержни делают меньшего диаметра вблизи головки, по сравнению с поверхностью на остальной длине.
Сухарики, удерживающие клапанные пружины, держатся за сам клапан при помощи крепления, обеспеченного выточками.
Диаметр стержня выпускных клапанов больше диаметра стержня впускных, головка клапана — меньше. Такой конструктивный приём позволяет отвести от клапана больше тепла и понизить его температуру. Однако этот приём увеличивает сопротивление потока газов, делая очистку камеры сгорания менее эффективной. При расчётах, этот параметр сложно узнать, поэтому им пренебрегают, считая давление при выпуске большим, чем давление при впуске, что компенсирует недостаток с лихвой.
Для увеличения эффекта охлаждения выпускного клапана внутри его делают пустотелым. Пустое пространство заполняют металлом с низкой температурой плавления, обычно жидким натрием. Нагреваясь от головки клапана, пары жидкого натрия поднимаются в верхнюю, боле холодную часть, забирая большую часть тепла с собой. Там они соприкасаются с менее нагретой частью стержня и отдают тепло ей.

Пружины клапана
Пружина работает в условиях больших нагрузок. Основная её задача заключается в создании надёжной и плотной стыковки клапана и седла. Испытывая нагрузки, пружина может сломаться, зачастую это происходит по причине вхождения её в резонанс. С целью предотвращения этого явления, витки пружины делают с переменным шагом.
Так же можно изготовить коническую или двойную пружину. Двойные пружины обладают дополнительным плюсом, так как наличие двух деталей повышает надёжность механизма и уменьшает общий размер пружин.
Дабы исключить возможность резонанса в двойной пружине, направление витков внутренней и внешней пружин делают разными. Так же это позволяет удержать обломки детали, в случае поломки пружины, осколки задержатся между витками.
Пружины для клапанов изготавливают из проволоки, материал которой — сталь. После придания формы, изделие закаляют и подвергают отпуску. Для повышения прочности, обдувают воздухом с добавлением абразивного материала.
Что бы избежать коррозии, пружины обрабатывают оксидом цинка или кадмия. Концы пружин шлифуют и придают им плоскую форму. Это делается для более эффективной фиксации торцов пружин со специальными неподвижными тарелками в блоке цилиндров. Тарелки изготавливают из стали с низким содержанием углерода, верхнюю тарелку фиксируют на клапане при помощи сухарика.
Втулки клапанов и их направляющие
Отвод тепла от стержня клапана и его перемещение в возвратно поступательной плоскости обеспечивают направляющие втулки. В процессе работы сами втулки подвергаются воздействию высоких температур, омываясь горячими отработанными газами. При возвратно поступательном движении клапана между ним и поверхностью втулки возникает трение. Если смазки поступает не достаточно, то трение идёт практически на сухую.
Именно по этой причине к материалу втулок применяют ряд требований, таких, как: стойкость к износу, высоким температурам, трению. Некоторые составы чугуна, алюминиевая бронза, керамика обладают всеми свойствами, необходимыми для создания детали, удовлетворяющей таким требованиям.
Для впускных клапанов, в связи с разницей в температуре нагрева, зазоры между направляющей втулкой и стержнем делаются меньше. Нижнюю часть втулки делают под конус для предотвращения заклинивания клапана.

Выточки под клапана (седла)
Долговечность и правильная работа двигателя внутреннего сгорания напрямую зависят от качества изготовления выточки под клапана. При неправильной стыковке клапана и седла не будет обеспечиваться должная герметичность камеры сгорания, и скорый выход мотора из строя неизбежен. Седла изготавливают непосредственно в головке цилиндра, в данном случае речь идёт о чугунных головках. Либо делают их вставными, из стали, например, в алюминиевых головках.
Вставные седла удерживаются в головке путём запрессовки, или развальцовки.
Количество клапанов в двигателе
Когда речь заходит о клапанах, многие задаются вопросом: «сколько клапанов в двигателе должно быть?» Однозначного ответа нет, определить чёткое количество можно только изучив конструктивные особенности мотора. Учитывая, что в четырёхтактной силовой установке клапан осуществляет такты впуска и выпуска, значит минимальное количество на один цилиндр — два, один впускной и один выпускной.
Современные силовые установки наиболее часто используют конструкцию с четырьмя клапанами (двух впускных и двух выпускных) на каждый цилиндр. При открытии клапана в образовавшееся отверстие происходит заброс топливной смеси, или выход отработанных газов. Чем больше отверстие, тем эффективней будет наполнение или очистка. Соответственно коэффициент полезного действия мотора так же увеличится.
Увеличить отверстие за счёт увеличения тарелки клапана нельзя, поскольку её размер ограничен размером камеры сгорания. Поэтому для улучшения качества смесеобразования устанавливают большее количество клапанов на один цилиндр.
Встречаются схемы, в которых применяются два, три, и даже пять клапанов на цилиндр. Учитывая, что процесс наполнения более важен для работы двигателя, количество впускных клапанов в нечётных схемах всегда больше.
Кольца седел клапанов · Motorservice
Кольца седла клапана из
HM series semi finished
(High Machinability – очень хорошая обрабатываемость резанием)
Это сочетание материалов отличается превосходной обрабатываемостью резанием. Металлокерамическое кольцо седла клапана серии HM сделано из карбида вольфрама, включенного в легированную сталь, и в точности отвечает возникающим нагрузкам. Таким образом, удалось объединить свойства материалов, таких как высокая твердость и очень хорошая обрабатываемость резанием, что до сих пор не представлялось возможным. Кроме того, серия HM обладает хорошей износостойкостью и теплостойкостью. Серия HM разрабатывалась для безнаддувочных и турбодвигателей от нижнего до верхнего сегмента мощности.
HT series semi finished
(High-Temperature Resistance – очень высокая термостойкость)
Это сочетание материалов отличается высокой износостойкостью, сохраняющейся даже при крайне высоких температурах. Металлокерамическое кольцо седла клапана серии HT соответствует керамическому сплаву инструментальной стали с карбидом вольфрама, в матрицу которого внедрили соответственно выверенные добавки, устойчивые к очень высоким температурам. Благодаря большому количеству стабильно внедренных антифрикционных добавок эти кольца особенно хорошо подходят для мощных двигателей внутреннего сгорания и дизельных двигателей с высоким наддувом, подверженных большим нагрузкам. Несмотря на высокие нагрузки, которым подвергаются эти двигатели, «микросварки» кольца седла клапана с клапаном не происходит. Кольца седла клапана серии HT используются, прежде всего, в подверженных высоким нагрузкам двигателях. Материал был разработан для сухог топлива, такого как компримированный природный газ (CNG), сжиженные углеводородные газы (LPG) и для гибкого выбора топлива (Flex Fuel).
Серия НT+ semi finished
(High Temperature and High Wear Resistance – очень высокая термостойкость и износостойкость)
Это сочетание материалов отличается очень высокой износостойкостью, сохраняющейся даже при крайне высоких температурах. Состав материала колец седла клапана HT+ рассчитан на то, что несмотря на повышенную износостойкость, будет иметь место средняя нагрузка со стороны режущего материала и упрощенная обработка. Сочетание керамической инструментальной стали из карбида вольфрама и очень высокого содержания стабильно внедренных антифрикционных добавок особенно хорошо подходит для сухого сжигания, которое имеет место при использовании такого газового топлива, как сжиженные углеводородные газы (LPG), компримированный природный газ (CNG), пропан и при гибком выборе топлива (Flex Fuel). Возможно также применение в мощных двигателях внутреннего сгорания и дизельных двигателях. Кроме того, кольцо седла клапана серии HT+ отличается очень хорошей теплопроводностью и, несмотря на высокие нагрузки, которым подвергаются эти двигатели, «микросварки» кольца седла клапана с клапаном не происходит.
Авторская статья «Разрушилось седло клапана» на сайте инженерной-технологической компании Механика
Разрушение седел клапанов – достаточно распространенный дефект головок цилиндров автомобильных двигателей. Не рассматривая отдельно причины возникновения этого дефекта, следует отметить, что чаще всего мы имеем дело с разрушением и седел клапанов, и самих клапанов.
При этом, как правило, наблюдаются значительные повреждения, как головок цилиндров, так и деталей цилиндропоршневой группы – поршней и цилиндров. Причем повреждения могут иметь детали и других цилиндров, а не только того, в котором произошли разрушения. Это связано с попаданием фрагментов разрушившихся деталей из поврежденного цилиндра через впускной тракт двигателя в другие цилиндры.
В зависимости от степени повреждения деталей восстановление работоспособного состояния двигателей производится либо путем замены вышедших из строя деталей, либо путем их ремонта.
Наряду с этим, как показывает практика, не всегда должное внимание уделяется тщательной очистке впускного тракта двигателя от фрагментов разрушившихся деталей – седел клапанов, клапанов. В результате чего после запуска двигателя не удаленные из впускного тракта фрагменты разрушившихся деталей попадают в цилиндры и приводят к возникновению забоин на поверхностях головки цилиндров, днищ поршней, тарелках клапанов, к деформации клапанов в одном или нескольких цилиндрах. Вследствие деформации клапанов нарушается плотность прилегания их к седлам и снижается компрессия в одном или более цилиндрах.
Несвоевременное устранение неисправности в подавляющем большинстве случаев приводит к более значительным повреждениям двигателей. В качестве поучительного примера может служить история ремонта головки цилиндров двигателя MAN D2066 LF01.
Проблема, с которой обратился заказчик при предъявлении головки цилиндров, – пониженная компрессия в 4-ом цилиндре. Уместно отметить, что головка цилиндров ранее подвергалась ремонту с заменой седел выпускных клапанов 6-го цилиндра, «правкой» фасок всех седел клапанов и заменой полного комплекта клапанов.
На момент обращения пробег автомобиля после установки отремонтированной головки цилиндров на двигатель составил 5 тыс. км.
При внешнем осмотре головки цилиндров были обнаружены множественные забоины ее «привалочной» поверхности в зоне расположения 6-го цилиндра – последствия разрушения седел клапанов, из-за чего, собственно, и ремонтировалась ранее головка цилиндров. Множественные забоины «привалочной» поверхности головки выявлены также в зоне расположения 4-го цилиндра. Следы ударов твердыми мелкими предметами в виде забоин присутствуют и на тарелках выпускных клапанов (фото 1) этого цилиндра. Сами тарелки имеют неплотное прилегание к седлам клапанов.

Фото 1. Следы ударов на тарелках клапанов
Проверка геометрии демонтированных из головки цилиндров выпускных клапанов 4-го цилиндра показала, что клапана деформированы (изогнуты) — биение запорной фаски тарелки клапана относительно стержня у одного клапана 0,40 мм, у другого – 1,55 мм. Кроме того, на обоих седлах выпускных клапанов видны односторонние лунки — следы многократных ударов по ним тарелок деформированных клапанов.
Следы ударов твердыми мелкими предметами обнаружены также и на одном выпускном клапане 6-го цилиндра. При контроле его геометрии выявлено биение фаски тарелки клапана 0,10 мм.
Множественные забоины присутствуют и на днище представленного для осмотра поршня 4-го цилиндра (фото 2).

Фото 2. Повреждения поршня 4-го цилиндра
Помимо этого, на днище поршня видны следы соударения его с клапанами,
головка поршня имеет значительные разрушения (выгорание), местами доходящие
до упрочняющей вставки канавки верхнего компрессионного кольца, упрочняющая
вставка частично разрушена. На жаровом поясе и юбке поршня – грубые задиры.
Что же могло послужить причиной таких повреждений деталей?
Прежде всего, обращают на себя внимание многочисленные забоины на головке
цилиндров, тарелках клапанов и днище поршня. Как показывает практика,
подобные повреждения деталей наблюдаются обычно при попадании в
надпоршневое пространство инородных тел в виде фрагментов разрушившихся
деталей двигателя (поршневых колец, седел клапанов, форкамер и т.п.).
В случае попадания их между поршнем и тарелкой клапана, когда поршень
удар поршня по тарелке клапана. В результате удара клапан деформируется,
что приводит к нарушению плотности его прилегания к седлу клапана и, соответственно,
к снижению компрессии в цилиндре. Чаще всего это происходит в каком-то отдельном цилиндре.
Характер повреждений поступившей в ремонт головки цилиндров в полной мере согласуется с подобным
«сценарием» их возникновения.
Наличие лунок на седлах выпускных клапанов 4-го цилиндра
дает основания предположить, что деформация выпускных
клапанов этого цилиндра произошла уже на ранней стадии
эксплуатации двигателя после его ремонта. В дальнейшем
двигатель продолжал работать уже при не плотно прилегающих
выпускных клапанах 4-го цилиндра. Это предположение подтвердилось
при собеседовании с владельцем автомобиля, в ходе которого выяснилось,
Более того, при пробеге автомобиля около 50 км в независимом автоцентре была
проверена компрессия в цилиндрах двигателя, которая составила в 1,2,3,5,6-ом
цилиндрах – 3,2?3,6 МПа, в 4-ом цилиндре – 1,2 МПа.
Тем не менее «специалисты», выполнявшие ремонт двигателя, порекомендовали
владельцу автомобиля продолжить его эксплуатацию, мотивируя тем, что для
приработки деталей двигателя нужно некоторое время, после чего
«компрессия придет в норму». Не вполне ясно, чем руководствовался владелец
автомобиля, однако автомобиль из ремонта он забрал и … отправился в дальнюю дорогу.
Как и следовало ожидать, последствия такого «керосинового ремонта»
проявились достаточно скоро – упала мощность двигателя, двигатель стал «сапунить»,
резко возрос расход масла.
Последовавшая затем разборка двигателя позволила
выявить указанные выше дефекты головки цилиндров, клапанов и
поршневой группы 4-го цилиндра. Характер дефектов этих деталей
свидетельствует, что отказ поршневой группы 4-го цилиндра и,
соответственно, перечисленные неисправности двигателя обусловлены
произошедшими на начальном этапе работы повреждениями выпускных клапанов.
Вследствие неплотного прилегания клапанов к седлам снизилась компрессия в цилиндре,
что привело к задержке воспламенения топливовоздушной смеси и неконтролируемому
ее сгоранию /1,2,3/. В результате на отдельных участках создалась температура,
превышающая температуру плавления материала поршня, и произошло оплавление и разрушение головки поршня.
При попадании расплавленного металла между поршнем и цилиндром на жаровом поясе и юбке
поршня образовались задиры.
Таковы печальные, но, в общем-то, закономерные результаты недооценки требований
к качеству очистки деталей и не принятия оперативных мер по устранению нарушений работы двигателей.
1. Компоненты двигателей и фильтры: дефекты, их причины и профилактика. MAHLE GmbH, Stuttgart, 2011. – 75c.
2. Повреждения поршней – как выявить и устранить их. MSI Motor Service International GmbH, Neckarsulm, Германия, 2004. — 103с.
3. Piston Damage – Causes and Remedies. MAHLE GmbH, Stuttgart, 1999. – 80c.
Авторская статья «Зачем обрабатывать седла клапанов?» на сайте инженерной-технологической компании Механика
 Одна из самых распространенных операций в практике современной мастерской по ремонту двигателей внутреннего сгорания – восстановление седел клапанов. На первый взгляд, это сделать довольно просто, особенно в сравнении с прочими операциями по ремонту головки блока цилиндров.
Одна из самых распространенных операций в практике современной мастерской по ремонту двигателей внутреннего сгорания – восстановление седел клапанов. На первый взгляд, это сделать довольно просто, особенно в сравнении с прочими операциями по ремонту головки блока цилиндров.
На самом деле очень сложно выполнять подобную работу и постоянно выдерживать параметры, которые имеют решающее значение для надлежащего уплотнения клапана. В этой статье мы расскажем, как и для чего обрабатывать седло клапана. Мы покажем все важные особенности, чтобы вы лучше поняли, почему этот процесс часто заканчивается неудачей.
Знаете ли вы, что рабочая температура тарелки выпускного клапана в бензиновом двигателе меняется от 500 до 800°С, в зависимости от нагрузки и рабочего такта? Знаете ли вы, что примерно 75% тепла снимает с тарелки клапана именно седло, а оставшаяся четверть тепла рассеивается в окружающую отливку головки блока, направляющие втулки, клапанные пружины и т. д.? Знаете ли вы, что когда двигатель работает на 6000 об/мин, клапан открывается и закрывается 50 раз в секунду?
Поэтому остаются ничтожные доли секунды для надежного уплотнения камеры сгорания и передачи тепла от клапана, не так ли? Если клапан не имеет возможности рассеивать это тепло через седло, то его избыток достанется другим деталям, расположенным рядом, и вызовет различные дефекты и неисправности, такие как износ направляющих втулок, поломка самого клапана и др.

|

|
Итак, биение рабочих фасок седла является основной причиной, влияющей на его износ. Несомненно, есть и другие факторы, играющие не столь важную роль. Но мы упомянем и про них.
Почему седло клапана выходит из строя?
-
На первом месте – эксцентриситет седла клапана, то есть седло не сцентрировано (не концентрично) по оси отверстия в направляющей втулке клапана.
-
Другая причина неисправности седла – седло не перпендикулярно оси отверстия в направляющей втулке клапана.
В обоих этих случаях повреждения седла клапана могут быть схожими.
Какие еще проблемы могут привести к утечке газов в зазор между клапаном и седлом?
-
Некачественная обработка рабочей фаски седла клапана. Одной из причин может стать биение, возникающее из-за неправильной подачи или скорости резания. По этой причине резец станка начинает вибрировать, количество материала, срезаемого с поверхности седла, становится неравномерным, и фаска получается «кривой».
-
Нечто подобное может произойти и при шлифовании седел, – по причине разрушения рабочей поверхности шлифовального круга или смещения круга от оси седла из-за «засаливания» круга продуктами обработки.

|

|
Какое влияние оказывает твердость материала седла?
- Седла клапанов в некоторых двигателях имеют очень высокую твердость. Подобные седла, сильно изношенные или «выбитые», требуют для восстановления большего съема материала. Для этого нужен мощный станок, специальные резцы и тщательно подобранный режим резания. Несоблюдение этих условий неизбежно приведет к биению фасок седла, поломке инструмента, а в самом тяжелом случае – к срыву обрабатываемой головки блока со станка.
Как правильно определить причину образования биения седла после обработки?
-
Если станок работает нормально, то биение седла, скорее всего, вызвано неправильно подобранным режимом резания.
-
Если при измерении биения седла максимальное и минимальное отклонения всегда находятся в одном и том же месте, проблема, скорее всего, связана со станком.
-
Если биение седла является случайным, проблема может заключаться в неправильной заточке инструмента, ошибках рабочего – при центрировании инструмента, подходе при резке или оценке материала седла.
Как мы говорили ранее, существуют и другие факторы, которые влияют на нормальную посадку клапана в седло. В частности, это усилие клапанной пружины и зазор между стержнем клапана и направляющей втулкой.
• Усилие пружины: если пружина слишком слабая, клапан при соприкосновении с седлом отскакивает. При этом уменьшается теплопередача от клапана к седлу. По мере увеличения оборотов двигателя возможность «отскока» увеличивается.
Имейте в виду, что не только пружина «управляет» инерцией клапана. В зависимости от конструкции конкретного двигателя инерция клапана сильно зависит от перемещения рокеров, работы систем регулировки фаз, массы толкающих штанг и прочих деталей привода клапанов.
• Зазор между стержнем и направляющей: если зазор слишком велик, то клапан будет разбивать седло, так как угол, при котором клапан садится на место, сильно меняется – в зависимости от режима работы двигателя. Чем больше зазор, тем больше биение седла.
Итак, каков оптимальный способ механической обработки седла клапана?
Сейчас существует много вариантов: от притирки и шлифования до точной обработки профиля седла на станке с ЧПУ, с использованием «многоугольных» фрез или однорезцовых. Есть превосходные полуавтоматические станки, чрезвычайно эффективные при обработке седел, делающие все операции намного проще.

|

|
Если вы владелец мастерской, то вы должны рассмотреть все варианты и определить, что лучше всего соответствует вашим потребностям. Режущий инструмент (фрезы или резцы) обеспечивают постоянную ширину седел, но они могут быть дороже, чем шлифовальные круги, и когда понадобится обработать седло с новым профилем, вам придется заказывать дополнительные резцы.
То же самое можно сказать и про использование станка с горизонтальным или вертикальным шпинделем. Поэтому все эти вопросы надо рассмотреть для себя сразу. В противном случае вам потребуется множество разнообразного и специального инструмента, а также различные навыки при обработке. В итоге всё это приведет к удорожанию ремонта двигателя.
Обработка седла клапана одним резцом является альтернативой обработке многолезвийной фрезой, поскольку вы можете создавать разные профили седла, различной ширины и под разными углами единственной резец-головкой. Причем она проще в настройке и работе. Как правило, чем более совершенным является оборудование, тем лучше должна быть квалификация рабочего, тем выше стоимость самого станка и инструмента. Но и производительность в этом случае становится выше.
Так или иначе, ваш выбор должно предопределить то, что конкретно требуется вашим клиентам. Главное, что надо обеспечить – качество, умеренную цену и сроки выполнения работ. Это именно то, от чего надо отталкиваться. Посмотрите «живое» оборудование, походите по магазинам или отраслевым выставкам. Это поможет вам составить список необходимого именно вам оборудования.
 Но основой всему должен стать мерительный инструмент. Ведь только точное измерение биения фасок седла покажет, насколько эффективно соблюдается технология и используется оборудование. Допуски на биение седла клапана зависят от диаметров стержня и тарелки клапана, углов фасок седла и т.д. Обычно подобные допуски указаны в спецификации на двигатель, но отклонение более 0,05 мм является уже неприемлемым. А для большей части современных моторов и этого очень много.
Но основой всему должен стать мерительный инструмент. Ведь только точное измерение биения фасок седла покажет, насколько эффективно соблюдается технология и используется оборудование. Допуски на биение седла клапана зависят от диаметров стержня и тарелки клапана, углов фасок седла и т.д. Обычно подобные допуски указаны в спецификации на двигатель, но отклонение более 0,05 мм является уже неприемлемым. А для большей части современных моторов и этого очень много.
Независимо от того, как обработаны седла, вы выбираете нужный инструмент и технологические операции для достижения желаемой цели – минимального биения.
Здесь мы приводим короткий список причин, которые могут вызвать проблемы с биением:
-
Изношенный режущий или шлифовальный инструмент.
-
Заточка, которая на самом деле отнюдь не улучшает режущий инструмент.
-
Станок ненадежно выставлен на своем фундаменте. Этот момент обычно не воспринимается всерьез как причина проблем с биением, но вибрация станка во время работы не позволит получить хорошего качества обработки.
-
Резец-головка должна быть закреплена так, чтобы она не могла смещаться или вибрировать при обработке седла.
-
Если станок подключен к пневмосистеме, то стоит обратить внимание на качество, объем и давление поступающего воздуха.
В заключение хотелось бы напомнить, что нужно проводить регулярные обслуживание и ремонт своего оборудования – это залог успеха вашего бизнеса: ведь исправное оборудование многое говорит о вас как о бизнесмене.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Седло клапана, пружины, замок, износ, замена своими руками
 Перекос седла клапана
Перекос седла клапана
 Перекос седла клапана
Перекос седла клапанаВ случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня. Отломившаяся головка, попав в пространство между головкой блока цилиндров и поршнем, обычно разрушает поршень.
Ударное закрывание клапана приводит к ускоренному износу рабочей фаски клапана и седла клапана и их усталостному разрушению. Причиной ударного закрывания клапана может быть чрезмерный тепловой зазор в клапанном механизме с механическим толкателем клапана или выход из строя гидравлического толкателя. При избыточном зазоре профиль кулачка уже не может смягчить посадку клапана в седло и клапан получает возможность ударяться об него. Избыточный зазор может быть вызван также износом деталей, например, кулачка распределительного вала, подошвы толкателя клапана, концов штанги толкателя, шарнирной стойки клапанного коромысла и верхушки стержня клапана. При слабой или сломанной пружине нарушается контакт клапана с кулачком и он получает возможность бесконтрольно ударяться об седло. Гидравлические толкатели в случае бесконтрольного болтания клапанов реагируют на это, выдвигаясь вверх, тем самым уменьшая повреждения клапанов от ударов.
Ударный разлом сидла может возникнуть под головкой клапана или в канавках стержня, в которых стоят сухарики, удерживающие опорную тарелку пружины. Линия разлома расходится от точки его возникновения в обе стороны по окружности разлома. Ударное разрушение клапана может привести к тому, что головка клапана упадет в камеру сгорания. В большинстве случаев при этом происходит разрушение поршня до того.
Большой пробег двигателя
Результатом большого пробега двигателя является чрезмерный износ стержня клапана, направляющей втулки, головки клапана и седла. Выработанные клапаны обычно покрыты плотным слоем нагара. Но при этом клапаны могут нормально сидеть в седлах и не иметь трещин или обгораний.
При недостаточной смазке стержни заедают. Заедающий стержень клапана на короткое время прикипает к направляющей втулке, когда клапан закрыт. Когда клапан открывается под действием внешней силы, этот контакт разрывается. При этом от направляющей втулки отрываются частицы металла, впечатываясь в поверхность стержня клапана. Пример такого клапана, стержень которого сильно ободран. В процессе работы двигателя металлические наросты на поверхности стержня клапана царапают поверхность направляющей втулки, создавая на ней задиры. Скоро клапан заклинивается в направляющей втулке, теряет подвижность, и цилиндр становится неработоспособным. В этом случае как клапан, так и направляющая втулка, подлежат замене.
Часто возникают повреждения верхушек стержней клапанов. Такие повреждения можно увидеть, не вынимая клапаны из головки блока. Повреждения в ряде случаев возникают из-за быстрого поворота клапана при его открывании. Из-за этого на верхушке стержня клапана со временем появляются кольцеобразные следы износа. Хотя в некоторых конструкциях клапаны вообще не вращаются. У таких клапанов верхушки стержней изнашиваются в направлении движения клапанного коромысла или толкателя клапана.
Пружины клапанов
 Закрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Закрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается. При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски.
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Проверка качества
Пружина закрывает клапан седла, открытый кулачком распределительного вала. Она должна тянуть клапан строго вдоль оси, чтобы обеспечить плотную его посадку в седло и предотвратить износ стержня и направляющей втулки клапана. Следовательно, необходимо чтобы пружина была прямой и обеспечивала определенную силу прижима. Для проверки соосности витков пружину клапана устанавливают на плоской поверхности и, приставив к ее боковой стороне угольник, вращают вокруг оси. Вершина пружины не должна отклоняться от кромки угольника более чем на 1/16 дюйма или 1,6 мм. Только прошедшие эту проверку пружины проверяются на силу сжатия. Кривые пружины подлежат замене. При проверке пружины на силу сжатия анти резонансный демпфер пружины должен быть удален из нее. Для измерения используется измеритель упругости пружин клапанов. Один из распространенных вариантов такого устройства, дающий прямой отсчет силы сжатия. В другом варианте такого устройства для измерения используется рычажная конструкция с динамометрическим ключом. Пружины клапанов проверяются по следующим параметрам:
- Высота пружины в свободном состоянии (не сжатой) [не должна отличаться от значения, установленного в технических требованиях более чем на 1/16 (0,060) дюйма].
- Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению закрытого клапана.
- Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению максимально открытого клапана.
В большинстве технических требований допустимые отклонения от установленных значений составляют плюс/минус 10%.
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Шлифовка рабочей фаски клапана
 Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель. Алитированные клапаны теряют коррозионную стойкость при перешлифовывании. Для обеспечения нормального ресурса клапанного механизма алитированные клапаны, требующие восстановления путем механической обработки, подлежат замене.
Восстановление седла клапана
Седла клапанов ремонтируются после восстановления поверхности нижней плоскости головки блока цилиндров и ремонта направляющих втулок клапанов. Ширина и местоположение седла проверяются с помощью клапана, который будет стоять в седле после того, как оно будет отремонтировано.
Седла обычно имеют посадочный угол, равный 45° или 30°. Тонкие 45-градусные седла клапанов хороши тем, что на них коксообразный нагар разрушается легче, и тем самым предотвращается нарастание отложений. Следовательно, клапан плотно садится в седло. При плотной посадке обеспечивается хорошая теплопередача от клапана к седлу и головке блока цилиндров. 30-градусные седла клапанов более, чем 45-градусные, подвержены обгоранию, поскольку сильнее страдают от отложений нагара, препятствующих плотной посадке клапана в седло. В то же время 30-градусные седла обеспечивают, при одинаковой высоте подъема клапана, больший просвет для потока смеси, чем 45-градусные. Эта разница особенно заметна, если высота подъема клапана меньше 1/4 дюйма (6 мм). 30-градусное седло клапана также менее подвержено износу, чем 45-градусное. Если в конструкции двигателя используются 30-градусные седла клапанов, то они, как правило предназначены не для горячих выпускных клапанов, а для менее нагреваемых впускных клапанов.
Износ седел клапанов
 Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
По мере износа седла клапан все глубже садится в него, и следовательно все выше выступает из направляющей втулки. Таким образом, по мере износа седла уменьшается тепловой зазор. Если в двигателе используются гидравлические толкатели клапанов, то это остается незамеченным до тех пор, пока снижение теплового зазора не приведет к тому, что гидравлический толкатель опустится до упора. Если доходит до этого, то клапан уже не в состоянии плотно садиться в седло, и в этом случае резко падают степень сжатия (компрессия) и мощность двигателя, а расход топлива резко возрастает. Если клапан закрывается не полностью, то теплопередача от него к головке блока цилиндров нарушается, клапан перегревается и обгорает или начинает плавиться. При обгорании клапанов двигатель будет работать с перебоями, а на холостом ходу будет работать неровно.
Если двигатель оснащен механическими толкателями клапанов, то сокращение теплового зазора сначала проявляется в неровной работе двигателя на холостом ходу только тогда, когда двигатель прогрет. У двигателей с механическими толкателями снижение мощности, неровная работа на холостом ходу и перебои в работе, а также повышение расхода топлива, нарастающие по мере того, как клапаны все глубже садятся в седла, становятся заметными раньше, чем у двигателей с гидравлическими толкателями.
В заключение ниже приведены симптомы повышенного износа седел клапанов:
- Сокращается тепловой зазор (клапаны перестают стучать).
- В результате уменьшения теплового зазора разогретый двигатель начинает работать неровно на холостом ходу.
- По мере того, как клапаны все глубже садятся в седла, возникают перебои в работе двигателя, падает его мощность и растет расход топлива, а также возникает неустойчивость работы двигателя на холостом ходу.
- При обгорании клапанов двигатель работает плохо, кроме того, он плохо запускается (как в остывшем, так и в разогретом состоянии), происходят обратные вспышки и падает мощность двигателя.
Если тепловой зазор — регулируемый, обгорание клапанов можно предотвратить, регулярно его подстраивая. Запомните, одновременно с износом седла происходит износ и клапана, что приводит к уменьшению теплового зазора. Многие автомеханики и не подумают отрегулировать тепловой зазор до тех пор, пока клапаны не начинают сильно стучать. Если в процессе регулировки клапанов будет замечено уменьшение теплового зазора, то это может быть свидетельством износа седла клапана.
Угол между рабочей фаской клапана и седлом
Обработка седел клапанов производится лишь в тех пределах, которые обеспечивают устранение всех выступов и раковин на поверхности седла и исправление эксцентриситета. При удалении с седла металла клапан глубже опускается в корпус головки блока цилиндров. В результате верхушка стержня клапана выше выступает из направляющей втулки клапана. Клапан, вдавленный в головку, при открывании создает меньший просвет, — таким образом, уменьшается поток газовой смеси, поступающей в цилиндр. Это, в свою очередь, приводит к снижению максимальной мощности двигателя.
В идеале рабочая фаска и седло клапана должны иметь одинаковый угол. Но это невозможно, особенно для выпускных клапанов, потому что головка выпускного клапана нагревается, а соответственно и расширяется, намного сильнее его седла. Это приводит к тому, что нагретый клапан соприкасается с седлом другим участком поверхности, чем холодный.
Клапан, вследствие своей формы, расширяется при нагреве неравномерно. Неравномерное расширение вызывает также изменение посадки нагретого клапана в седло. Поэтому при восстановлении поверхности клапана и седла рабочая фаска клапана шлифуется под углом на один градус меньше, чем седло. Это делается для компенсации изменения посадки нагретого клапана в седло. В результате, когда начинается эксплуатация отремонтированного двигателя, между клапаном и краем седла на поверхности камеры сгорания обеспечивается принудительное уплотнение по периметру контакта. В процессе эксплуатации двигателя происходит приработка клапана и в скором времени восстанавливается плотный контакт между клапаном и седлом по всей рабочей фаске. Угол натяга позволяет решить еще одну проблему. Клапан и его седло обрабатываются на разных станках. Перед обработкой на каждом из них устанавливается угол обработки детали, и добиться идеального совпадения установленных углов на обоих станках практически невозможно. Угол натяга гарантирует, что при небольших расхождениях углов шлифования будет обеспечен плотный контакт восстановленного клапана с краем седла на поверхности камеры сгорания.
Ширина седла клапана
После механической обработки ширина седла клапана увеличивается. Восстановленное седло нужно сузить так, чтобы оно по ширине и расположению совпадало с рабочей фаской клапана. Стандартная ширина седел автомобильных клапанов находится в пределах от 1/16 до 3/32 дюйма (от 1,5 до 2,5 мм). Рабочая фаска восстановленного клапана должна выступать за пределы седла не менее чем на 1/32 дюйма (0,8 мм). Этот запас называется вылетом. Некоторые производители рекомендуют, чтобы контакт седла с клапаном приходился на середину рабочей фаски клапана. В любом случае ширина седла клапана и положение зоны контакта седла с рабочей фаской клапана должны соответствовать техническим требованиям производителя.
На протяжении многих лет восстановление седел клапанов осуществлялось, в большинстве случаев, путем их шлифования с помощью шлифовального камня. Постепенно все большее распространение получает восстановление седел путем их обработки с помощью специальных фрез, обеспечивающих требуемое качество поверхности при высокой скорости обработки.
Пилоты для обработки
В механическом оборудовании, используемом для восстановления седел клапанов, для выравнивания держателя шлифовального камня или фрезерной головки но оси седла используются специальные направляющие стержни (пилоты), вставляемые в направляющую втулку клапана. Используются пилоты двух типов: конические и раздвижные. Конические пилоты самоустанавливаются в наименее изношенной части направляющей втулки. Они выпускаются стандартного и увеличенного размера— с шагом 0,001 дюйма, обычно до предела в 0,004 дюйма. При обработке восстанавливаемого седла используется пилот максимального диаметра, который помещается в направляющей втулке. В случае изношенных отверстий пилот этого типа обеспечивает максимально близкий, насколько это возможно, возврат восстановленного седла к его исходному положению.
В механическом оборудовании, применяемом для восстановления седел клапанов, используются два варианта раздвижных направляющих пилотов. Один вариант раздвигается по центру направляющей втулки, фиксируясь в ней аналогично коническому направляющему стержню. Другой вариант расширяется по краям направляющей втулки, где она наиболее изношена. Сам клапан будет центрироваться в направляющей втулке таким же образом, как этот пилот.
Если направляющая втулка клапана не ремонтировалась, то клапан будет совпадать с восстановленным седлом в том случае, если при обработке седла используется раздвижной пилот.
Шлифовальные камни для обработки седел
 Используются три основных типа шлифовальных камней. Все они применяются для сухой обработки седел. Для быстрого удаления толстых слоев металла используется обдирочный камень. Необходимость в нем возникает при ремонте сильно изношенных седел или при установке новых вставных седел клапанов. Обдирочный камень иногда называют профилирующим камнем. После обработки седла профилирующим камнем доводка поверхности седла до необходимо класса чистоты производится с помощью камня для окончательной обработки. Он же используется также для шлифовки незначительно изношенных чугунных седел. Для обработки тугоплавких вставных седел выпускных клапанов, изготовленных из стеллита, используются камни для обработки твердосплавных седел.
Используются три основных типа шлифовальных камней. Все они применяются для сухой обработки седел. Для быстрого удаления толстых слоев металла используется обдирочный камень. Необходимость в нем возникает при ремонте сильно изношенных седел или при установке новых вставных седел клапанов. Обдирочный камень иногда называют профилирующим камнем. После обработки седла профилирующим камнем доводка поверхности седла до необходимо класса чистоты производится с помощью камня для окончательной обработки. Он же используется также для шлифовки незначительно изношенных чугунных седел. Для обработки тугоплавких вставных седел выпускных клапанов, изготовленных из стеллита, используются камни для обработки твердосплавных седел.
Стеллит представляет собой твердый сплав, не обладающий магнитными свойствами, который используется в качестве материала седел клапанов в двигателях большой мощности.
Шлифовальный камень должен иметь надлежащий диаметр и угол рабочей поверхности. Диаметр шлифовального камня должен превышать диаметр головки клапана, но при этом он не должен при обработке седла доставать до края камеры сгорания. Угол рабочей поверхности камня должен соответствовать углу седла.
Правка шлифовального камня
Выбранный для работы шлифовальный камень закрепляется на оправке. На шпиндель станка для правки шлифовального камня наносится капля масла и оправка с установленным на ней шлифовальным камнем устанавливается на шпинделе. Алмазный карандаш регулируется так, чтобы он выступал из держателя не более чем на 3/8 дюйма. Станок для правки шлифовального камня юстируется под заданный посадочный угол седла. Сверху к оправке шлифовального камня присоединяется привод, с помощью которого оправка с установленным на нем шлифовальным камнем приводится во вращение. Алмазный карандаш выставляется так, чтобы алмаз едва касался поверхности шлифовального камня. Карандаш медленно перемещается вдоль рабочей поверхности вращающегося камня, снимая тончайший слой материала. При такой правке получается чистая, ровная поверхность. Правку камня необходимо выполнять при каждой установке его на оправку, перед началом обработки каждого седла и в процессе работы, по мере износа камня, когда ухудшается чистота шлифованной поверхности.
Существует хорошее правило — вычищать седло клапана перед шлифовкой. Это позволяет предохранить поверхность шлифовального камня от загрязнения. После очистки в направляющую втулку клапана устанавливается пилот. На конец пилота наносится капля масла для смазки оправки шлифовального камня. Оправка с закрепленным на ней камнем, прошедшим правку, надевается на направляющий стержень. Привод оправки должен быть закреплен так, чтобы не оказывать своим весом давления на инструмент. Это необходимо для того, чтобы частицы абразива и сошлифовываемого металла выдувались из промежутка между шлифовальным камнем и седлом — в таком случае шлифование идет быстро и гладко. Шлифование выполняется короткими циклами — примерно по десять оборотов камня. После каждого цикла шлифования оправка с камнем поднимается над седлом и проверяется качество поверхности седла. Поверхность отшлифованного седла должна быть блестящей и гладкой по всей площади, и на ней не должно оставаться раковин или неровностей.
При высокочастотной закалке седла выпускного клапана часто происходит закалка части седла впускного клапана. Для того чтобы добиться концентрической формы седла иногда приходится чуть прижимать шлифовальный камень к седлу, чтобы прошлифовать его закаленный участок. Прежде чем завершить работу, прошлифованное седло проверяют с помощью микрометрического нутромера с циферблатной шкалой на соосность — отклонение от соосности не должно превышать 0,002 дюйма (0,05 мм). Проверка соосности седла с помощью микрометрического нутромера очень важна. Максимально допустимая не соосность составляет 0,002 дюйма. Микрометрический нутромер с циферблатной шкалой измеряет величину не соосности седла клапана и направляющей втулки.
Сужение седла клапана
 После шлифовки ширина седла клапана возрастает. Седло клапана необходимо сузить так, чтобы оно надлежащим образом контактировало с рабочей фаской клапана. Седло обрабатывается с помощью шлифовального камня, заправленного под углом на 15 градусов меньшим, чем посадочный угол седла. При этом верхний обрез седла опускается ниже. Для того, чтобы определить, насколько необходимо сузить седло, измеряется максимальный диаметр рабочей фаски клапана специальным циркулем.
После шлифовки ширина седла клапана возрастает. Седло клапана необходимо сузить так, чтобы оно надлежащим образом контактировало с рабочей фаской клапана. Седло обрабатывается с помощью шлифовального камня, заправленного под углом на 15 градусов меньшим, чем посадочный угол седла. При этом верхний обрез седла опускается ниже. Для того, чтобы определить, насколько необходимо сузить седло, измеряется максимальный диаметр рабочей фаски клапана специальным циркулем.
После измерения ножки циркуля сводятся на 1/16 дюйма уже измеренного максимального диаметра рабочей фаски — с учетом необходимого минимального вылета клапана. Седло либо проверяется с помощью настроенного таким образом измерительного циркуля либо измеряется с помощью штангенциркуля с циферблатным нониусом, и затем обрезается, при необходимости, путем шлифования короткими циклами до диаметра, соответствующего установленному раствору ножек измерительного циркуля. После этого измеряется ширина седла. Если седло все еще слишком широкое, то его сужают путем расширения канала впускного окна с помощью шлифовального камня с 60-градусным углом наклона рабочей поверхности. В ходе этой обработки металл снимается со стенок канала под седлом, со стороны впускного окна, при этом происходит подъем нижнего обреза седла. Обработка выполняется короткими циклами до тех пор, пока седло не сузится до заданной ширины.
Общепринятые значения ширины седел приведены ниже:
- Для впускных клапанов: 1/16 дюйма или 0,0625 дюйма (примерно соответствует толщине пятицентовой монеты) (1,5 мм).
- Для выпускных клапанов: 3/32 дюйма или 0,0938 дюйма (примерно соответствует суммарной толщине пятицентовой и десятицентовой монет) (2,4 мм).
Седло клапана
Готовое седло клапана необходимо проверить с помощью клапана, который будет установлен в нем. Это можно сделать, нанеся фломастерным маркером на поверхность рабочей фаски седла по ее периметру четыре- пять меток. Затем клапан вставляется в седло до упора. Клапан поворачивают в седле на 20-30 градусов и затем вынимают из него. Качество восстановления седла оценивается по стертости меток на поверхности рабочей фаски в местах ее контакта с клапаном. Шлифовка седел клапанов считается завершенной после того, как все седла отшлифованы и доведены до необходимой ширины.
В заключение:
- Обработка 45-градусного седла с помощью 30-градусного шлифовального камня приводит к опусканию верхнего обреза седла и его сужению.
- Обработка седла с помощью 60-градусного шлифовального камня приводит к подъему нижнего обреза седла и его сужению.
- Обработка седла с помощью 45-градусного шлифовального камня приводит к расширению седла.
Некоторые автомеханики предпочитают использовать для восстановления седел клапанов вместо шлифовальных камней специальные фрезы. С помощью специальных фрез механическая обработка седел, обеспечивающая необходимое качество поверхности, выполняется намного быстрее, чем при использовании шлифовальных камней.
Фреза для восстановления седел клапанов представляет собой головку, в которой закреплено под необходимыми углами множество режущих пластин. Рабочий угол фрезы обычно устанавливается с учетом угла натяга, чтобы к обработанным такой фрезой седлам подходили новые клапаны со стандартными углами рабочей фаски и их не требовалось перешлифовывать под восстановленные седла. Фрезы, в отличие от шлифовальных камней, не нуждаются в правке. Фрезерная головка надевается на направляющий стержень (пилот) таким же образом, как держатель шлифовального камня. Фреза вращается вручную или специальным приводом с понижающим редуктором. В процессе фрезерования образуется только металлическая стружка. Обработанное седло проверяется на соосность с направляющей втулкой и на соответствие рабочей фаске клапана с помощью маркировки фломастерным маркером, как это описано выше.
Испытания седел клапанов
После восстановления рабочих фасок клапанов, направляющих втулок и седел, необходимо проверить клапаны на плотность контакта с седлом и убедиться, что обеспечена концентричность седел с рабочими фасками клапанов.
Для проверки соосности рабочей фаски клапана по отношению к седлу и плотности контакта клапана с седлом используются различные методы испытаний:
- При испытаниях клапанов на герметичность, в канале впускного и/или выпускного окна создается разрежение с помощью вакуумного насоса, соединенного с окном через резиновую уплотнительную прокладку. Хороший контакт клапана с седлом обеспечивает сохранение разрежения при снижении давления как минимум до 28 дюймов ртутного столба. Этот метод позволяет также проверить на утечку направляющие втулки. Для этого в направляющие втулки по периметру отверстий вливается немного масла. Если при этом разрежение возрастет, то это свидетельствует о том, что зазор между стержнями клапанов и направляющими втулками, возможно, слишком велик.
- Окна головки блока цилиндров, или камера сгорания, заполняются уайт-спиритом или другой подходящей жидкостью. При хорошей герметичности контакта клапана с седлом утечки жидкости не должно происходить по крайней мере в течение 45 с.
- Качество контакта клапана с седлом может быть проверено путем создания повышенного давления в камере сгорания и контроля утечки воздуха через седло клапана .
Замена седла клапана своими руками
 Замена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Замена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Старое вставное седло удаляется разными способами. Его можно выщелкнуть из посадочного гнезда, поддев маленькой монтировкой. Иногда для облегчения этой операции старое седло растачивают, чтобы сделать его более податливым. Будьте осторожны — растачивая седло, не повредите само посадочное гнездо. Иногда для удаления съемных седел используется съемник с раздвижными крючкообразными захватами. Еще один способ описан в заметке хитрый прием, облегчающий удаление вставного седла. Перед установкой нового, ремонтного, седла, которое имеет больший диаметр, посадочное гнездо необходимо очистить. Ремонтные вставные седла садятся в посадочное гнездо с натягом в 0,002-0,003 дюйма (0,05-0,07 мм). Очистка и доработка посадочных гнезд под ремонтные седла осуществляется на том же оборудовании, которое используется для замены встроенных седел клапанов вставными седлами — оно описывается в следующем параграфе.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Тюнинг ГБЦ часть 2
Для начала расскажу в чем преимущество ГБЦ (головки блока цилиндров) с 4 клапанами на 1 цилиндр в сравнении с 2 клапанами. Расположение двух впускных и двух выпускных клапанов в камере сгорания позволяет увеличить площадь клапана (клапанов), но вопреки тому, что многие считают, это не реальная причина в превосходстве. Для примера, давайте сравним 1.7 литра Lotus/Ford Twin Cam раллийный двигатель (2 распредвала, 4 цилиндра, 8 клапанов). Впускной клапан имеет размер 43 мм (площадь -14.45 см2)
И знаменитый двигатель, разработанный гоночным инженером Кейтом Даквортом (один из основателей компании Cosworth, название Cosworth родилось из объединения фамилий (COStin and duckWORTH). Cosworth являлся подразделением Ford Motor Company, но на данный момент приобретён Джеральдом Форсайтом и Кевином Колховеном).
Раллийный двигатель Cosworth BDA 1.7 литра (2 распредвала, 4 цилиндра, 16 клапанов) Размер впускных клапанов 31 мм, площадь клапанов на впуске составляет 15 см2 – что является очень близко к площади впускного клапана мотора Lotus/Ford Twin Cam (14.5 см2).
Оба двигателя были разработаны для гонок и выдавали максимальную мощность на 8000 оборотах; 190 сил Cosworth и 170 сил Lotus/Ford . В ралли автомобили с двигателем Cosworth были всегда намного быстрее (на любом покрытии) из-за того, что этот мотор имел на 1000 оборотов более широкий диапазон мощности и значительно лучше не только на верхах, но и на низких оборотах. А причина в том, что имея практически идентичную площадь клапанов двигатель Cosworth имеет на 44% больше клапанную щель при любом подъеме клапанов. По этой причине моторы с 4 клапанами на цилиндр используют распредвалы с менее широкой полной фазой (duratoin), а это в свою очередь улучшает средний диапазон без ущерба для максимальной мощности.
Чтобы это лучше понять почему на 44% больше, предлагаю рассмотреть иллюстрацию которая использовалась в посте о распредвалах (Распредвал часть 2)
В первой части мы остановились на геометрии седла клапана.
Геометрия седла клапана
Основной закон – седло впускного клапана, это номер 1, от чего зависит эффективность ГБЦ пока клапан не будет иметь подъем 0.18 (18%) от его диаметра, а на стороне выпуска еще больше, до 0.35 от диаметра выпускного клапана.
Однофасочное седло с углом 45* градусов имеет эффективность 56% при подъеме клапана 6.35 мм. Если выполнить правильную трех-фасочную, четырех или даже пяти-фасочную геометрию седла то эффективность реально повысить до 84% (средние значения от 76% до 84%). Стандарт трех-фасочная геометрия (наиболее популярная) 45* — запорная фаска, 30* — верхняя, соединяет основную фаску с днищем камеры сгорания. Нижняя фаска имеет угол 60* соединят 45* с горлом канала.
На этой схеме указаны размеры, как для впускного, так и выпускного каналов хорошо работающие и дающие великолепный результат. Также указаны оптимальные размеры клапанов (впуск и выпуск). Как вы заметили, на выпуске, запорная фаска седла шире, это необходимо чтобы обеспечить хороший теплоотвод от тарелки клапана. Выпускной клапан при этом имеет более узкую 45* фаску, что необходимо для борьбы с образованием нагара. Переход от запорной фаски седла к каналу осуществляется широкой 60- градусной нижней фаской, многие специалисты используют дополнительно для 4-х – 5-ти фасочной геометрии седла канала еще фаски с углом 75* (80 градусов) которые более плавно соединяют запорную фаску с каналом.
Очень большой положительный эффект на продувку дает дополнительная 30* фаска на клапанах
Очень важно не только угол (об это ниже) но позиция, расположение клапана в седле и ширина запорной фаски
Для впуска многие специалисты любят совмещать седло, как можно выше (в направлении камеры сгорания) с клапаном. На выпуске такое расположение неприемлемо, это сильно ухудшит надежность и может привести к прогару клапана – по центру то что надо.
Ширина запорной фаски, на впускном канале оптимальным является 1.0 мм – 1.55 мм. Более узкая фаска, в основном улучшает продувку канала, но при этом ухудшает прочность, надежность. Выпускные каналы работают при экстремально высоких температурах, поэтому им необходима более широкая запорная фаска, для того чтобы увеличить пятно контакта и лучше отводить тепло через седло канала (оптимальные размеры указаны на схеме).
Для примера привожу результаты которые были получены на сток 1.6 литра двигателе с размером впускного клапана 35.5 мм при проведении выше указанных процедур
Результат – плюс 14 CFM, это даст прибавку в мощности более 10 сил.
Альтернативные углы геометрии седла канала
45* градусов запорная фаска седла впускного клапана наиболее используемая, но часто используют и другие углы. Для примера, если у вас задушен мотор, вам надо больше воздуха (flow) не важно, что результат даст только пиковую мощность на 9000 оборотах – используется угол 50-55*, такой угол дает наилучшую продувку при высоком подъеме клапана т.к. позволяет сделать более плавное соединение с максимально возможно увеличенным горлом канала. Такие углы применяют инженеры при постройки гоночным моторов 358- ci V8 для NASCAR.
Плюсы – максимальные показатели продувки при высоко поднятом клапане, минусы – пиковая мощность и самое главное, чем больше угол (больше 45*) запорной фаски, тем меньше прочность, намного хуже надежность. Для турбо моторов такой вариант ПРОСТО НЕ ПРИЕМЛЕМ из-за высоких температур. Если Вы строите мотор рассчитанный на высокие обороты, то лучшие результаты (из-за реверса потока воздуха) дает верхняя (top cut) фаска не 30*, а 38* градусов
Если ваш мотор очень голодный до воздуха или вы желаете существенно улучшить характеристики ГБЦ не на высоких оборотах, то есть хороший вариант – использовать 30⁰ запорную фаску на седле впускного клапана. Предлагаю этот вариант рассмотреть более подробно
Как видно из рисунка, при одинаковом подъеме, клапанная щель при использовании запорной фаски с углом 30* больше, а значит и количество воздуха будет поступать больше (а это то, что надо для повышения момента). Такое улучшение на впуске мы имеем в плоть до подъема клапана 7.5 мм, максимальная прибавка составляет более 20% при подъеме клапана 1.25-2.5 мм. Такая геометрия дает эффект, при малых подъемах клапана, более большого канала (и конечно и размера клапана) но только при этом низы и середина не ухудшается, а только улучшается.
Это похожий эффект, как при использовании распредвала с большим подъемом, как вы помните я описывал, что сам по себе подъем кулачка не увеличивает максимальное значения проходящего потока воздуха при подъеме выше 0.25 от диаметра клапана, но сильно увеличивает наполнение при малом подъеме. Происходит это за счет увеличения скорость подъема клапана и не более.
Встречается много серийных машин с такой геометрией седла клапана, да, наверное, все дизельные двигателя работают на такой геометрии, но встречаются и бензиновые моторы. На первый взгляд это все кажется просто, но на самом деле есть и сложности (решаемые).
С одной стороны, чем меньше угол, тем лучше клин, который улучшает герметичность пары седло-клапан, но при этом, чем более плоское седло, тем больше проявляется тенденция, что клапан на высоких оборотах начнет отпружинивать при закрытии. Однозначно, чем более плоский угол запорной фаски седла канала, тем лучше продувка, наполнение (flow) при небольших подъемах клапана, но без серьезного изучения этого вопроса ситуация может только ухудшится при использовании распредвалов с подъемом кулачка выше 12 мм. Если ваша цель высокие обороты (8000+++) и распредвал с высоким подъемом кулачка 12.5++мм – 50*-55* градусов угол запорной фаски решит проблему отпружинивания клапана и как следствие больше мощность.
На данной картинке указано схематично, как сделать седло впускного канала с углом 30*
Такая геометрия седла впускного клапана дает потрясающие результаты на продувочном стенде, но скорее всего возникнут проблемы с герметичностью (клапан-седло) на оборотах намного выше 5000. Особенно это проявляется на высоко форсированных моторах, которые испытывают проблему с высокой температурой клапана при максимальных нагрузках и как следствие деформация (изгиб клапана при закрытии в следствии его расширения). По этой причине такую геометрию не рекомендуется использовать на выпускном седле клапана.
Есть несколько вариантов решения этой проблемы (ВЫСОКАЯ температура клапана, расширение –деформация). Один из вариантов нанести на лицевой стороне тарелки впускного клапана канавку. Вот вариант как это сделать
Так же не будет лишним использовать клапанные пружины на 10% жестче, чем необходимо для седла с углом 45*. При использовании такого метода David Vizarrd’s – известный американский спец в области постройки гоночных моторов (кстати, он проводит очень полезные семинары, как готовить ГБЦ) делал великолепные гоночные моторы.
Другой вариант – использование специального термо покрытия на клапана, которое снижает температуру последнего (значительно)
Вообще, проблема с клапанами при высокой температуре частое явление даже на сток моторах, особенно турбо версии. При их тюнинге, часто этот вопрос остается забытым, а это не только деформация и как следствие плохая герметичность, пропуски зажигания, детонация, такое часто встречается к примеру на европейских моторах VAG 2.0 turbo TSI – накачав мотор супер прошивками от Брендовых тюнерских фирм, но при этом не позаботившись об охлаждении воздуха, мотора и т.д. как решение пытаются эту проблему решить заменой клапанных пружин на более жесткие. Ну да ладно, это у же не по теме
Тюнинг ГБЦ часть 3
Автор: Владимир Шарандин